
In mechanical design, one of the core principles I learned is that “everything is a spring.” This concept underscores that all materials under stress behave like springs, which has profound implications for machinery installation and maintenance. Machines and the bases they sit on may seem to be perfectly rigid, but when the alignment tolerances required are at the nearest thousandths of an inch (0.02mm), more variables will need to be introduced.
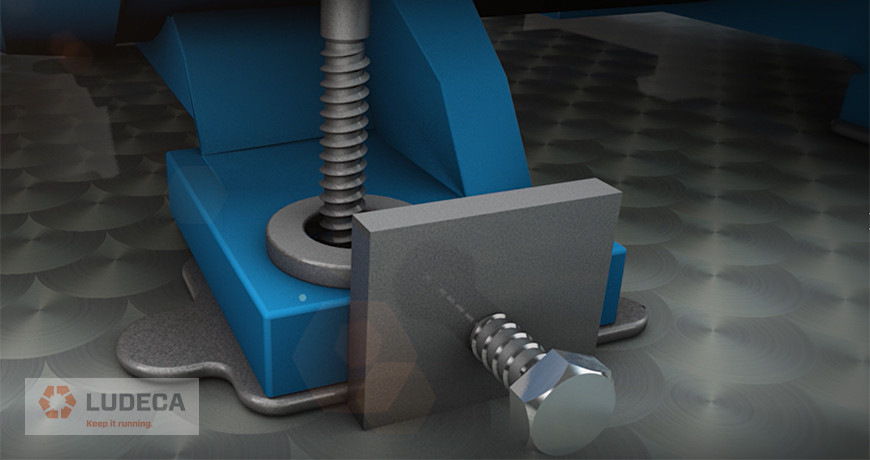
A prime example is the use of torque wrenches, essential tools for ensuring precision. When installing components like a car engine’s valve cover, uneven torque application can distort the component, leading to gasket failures, leaks, or even structural breakdowns. This principle also applies to aligning rotating machinery, where even the slightest internal misalignment (referred to as “soft foot”) can distort machine frames.
The ANSI-ASA 2.75 shaft alignment standard specifies that soft foot should not exceed 2.0 mils (0.04 mm) per foot for optimal performance.
Torque wrenches play a critical role by providing consistent torque application, which is vital for making precise adjustments during alignment processes. This consistency eliminates variations in torque application that might occur with different operators or tools, simplifying what can be a challenging alignment task. Resources like Ludeca’s free Soft Foot Find-and-Fix Infographic offer practical guidance on this issue.
Moreover, understanding the nuances of torque application – whether it’s wet or dry (with or without lubricants) – is crucial for safety and functionality. Wet torque reduces friction; hence less torque is needed compared to dry scenarios where friction is higher. For detailed guidance, resources like the Machinery’s Handbook – Industrial Press are invaluable in any maintenance setting, providing standards and best practices for torque application.
In essence, recognizing that every component can act as a spring helps in anticipating how they will react under stress, thereby guiding the meticulous application of torque to ensure machinery operates at peak efficiency and safety.
by Diana Pereda
Cardan Alignment can be done without removing the bracket when the following requirements are met:
- There is enough room to rotate lasers and the shaft at least 40 degrees.
- A laser shaft alignment system such as the EASY-LASER XT660 or XT770 is available.
- The offset between machine shaft centerlines does not exceed 4 inches as shown in Figure 1 below.
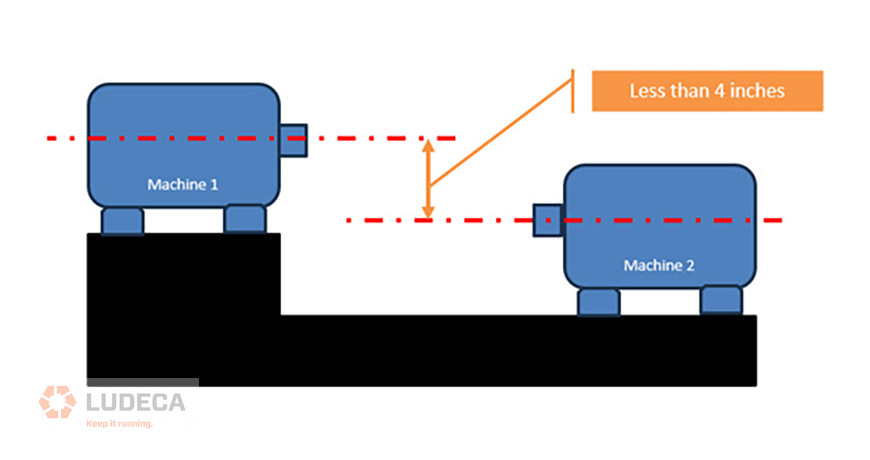
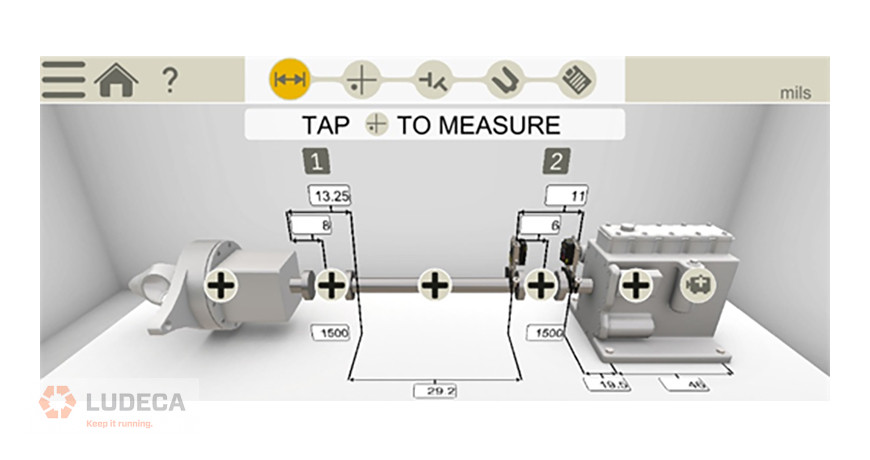
Using either of the recommended laser alignment systems, select machine train alignment and configure the machine train so as to make the cardan shaft the middle machine. Now measure the misalignment across the left-hand U-joint (Coupling 1) and then the right-hand U-joint (Coupling 2). See Figure 2 below.
Machines with a cardan shaft have a predetermined offset between them. Therefore, we only need to make sure that the two machines are parallel to each other by eliminating any angularity between them.
Correcting the angle of the movable machine can be done by making the position value of the front foot and rear foot of the movable machine the same with respect to the stationary machine.
Click here for additional information or to download the step-by-step procedure!
A Successful Cardan Shaft Alignment on a Boat using Multipoint Measurement
by Diana Pereda

This is where it all gets interesting.
Thermal growth is mainly caused by the temperature difference in a machine when it is offline (cold) vs. online (hot). High temperature causes metals to expand, and different parts of the machine will expand differently depending on the material. This can cause a machine that is perfectly aligned while not in operation to be misaligned out of tolerance when it’s running.
How do we measure thermal growth?
Thermal growth can be measured by first taking an alignment reading when the machine is cold and again immediately after it stops, when it has reached full operating temperature. However, this method might not always be practical due to safety concerns.
Easy-Laser’s dynamic measurement brackets and the program EasyTrend are specially designed to deal with this. The brackets allow us to mount the laser measuring units on the driver and driven machines and measure alignment values in real-time, while the machine is operating. They are specially designed to prevent the transfer of machine heat to the measuring units, as you can clearly see in the infrared image below.

Gearbox – generator alignment on site
Our partner SCI was recently called to perform an alignment job in an energy plant outside of the city of Puebla in Mexico. The machine train consisted of a combustion engine, a gearbox, and an electric generator. The customer stated that they had aligned the train before, aiming for a tolerance within 0.06 mm in cold condition. The manufacturer had not provided any information about thermal growth.
Fransisco Sosa from SCI explains:
“We decided to perform some measurements using the EasyTrend program to achieve precision alignment of the gearbox–generator coupling during operating temperature (hot condition).
In this case, the dynamic measurement brackets were very helpful. Once they were mounted on the machine, we started measuring from the startup of the equipment and then for approximately 3 hours to see the thermal growth.
We were able to see in real-time that the gearbox moved 0.53 mm in the vertical direction due to its operating temperature, which was almost 80 °C. Movement in the horizontal direction was negligible. The operating temperature difference between the gearbox and generator was approximately 30 °C.
When the equipment was turned off, we kept measuring the dynamic movement without vibration during the cool-down period (8 hours), to corroborate the result.”
The measurement report
The black line in the graph shows the offset and angularity in the vertical direction, and the yellow line shows the horizontal direction. The expected thermal growth can clearly be seen.

When checking the alignment after some time of operation it showed the equipment was well within tolerance, as you can see in the report.

In conclusion, dynamic measurement is a great complement that offers valuable real-time insights into your machine’s performance. It will not only help to extend its service life but also minimize downtime and maintenance costs – and at the price of two additional brackets, that is cheap insurance!
Thank you Easy-Laser for sharing this informative article with us!
Watch our Shaft Alignment Know-How: Thermal Growth video to learn the importance of accounting for thermal growth on rotating equipment.
Thermal Growth in Alignment Components: Achieve Reliable Results With These 4 Tips
by Diana Pereda
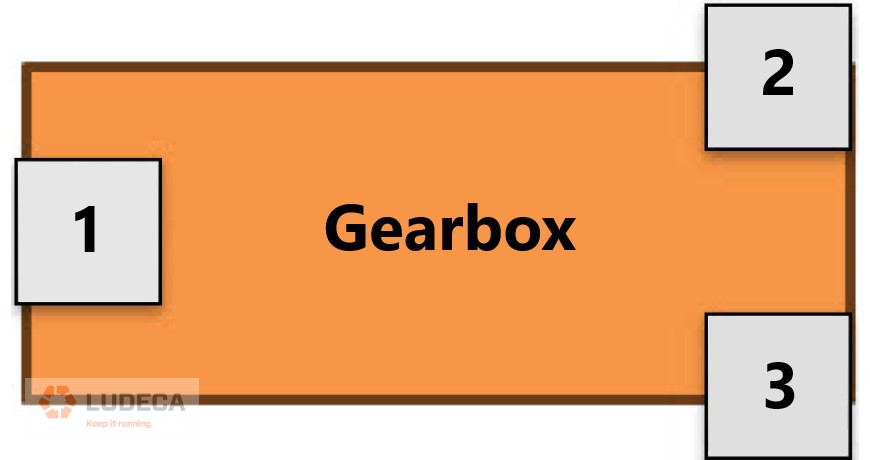
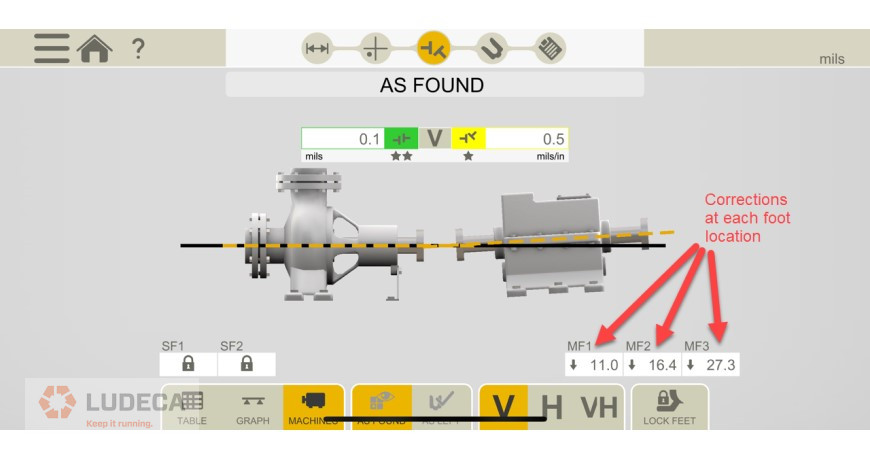
When dealing with the alignment of a gearbox that has 3 pairs of feet, there are three possibilities when using the Easy-Laser Generation XT systems:
Option 1:
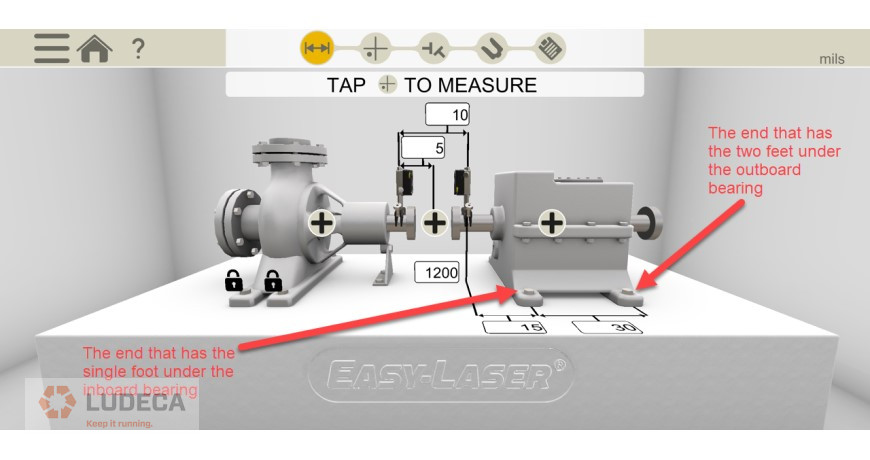
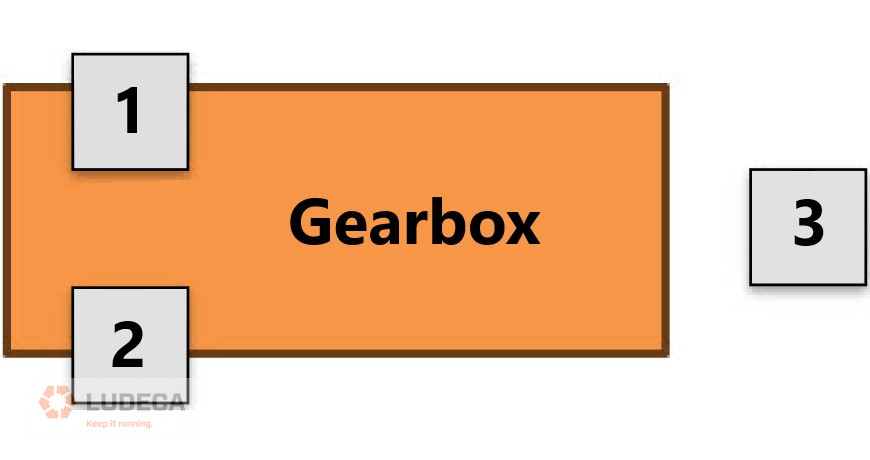
If the feet are located under the shaft and bearing housings, view the gearbox as a normal 4-footed machine. This will give you inboard and outboard corrections for the feet. The end that has the 2 feet should be corrected evenly, and the 3rd foot should be corrected as per the screen.
- Example foot configuration:

Dimensions set-up:
Results view:

Option 2:
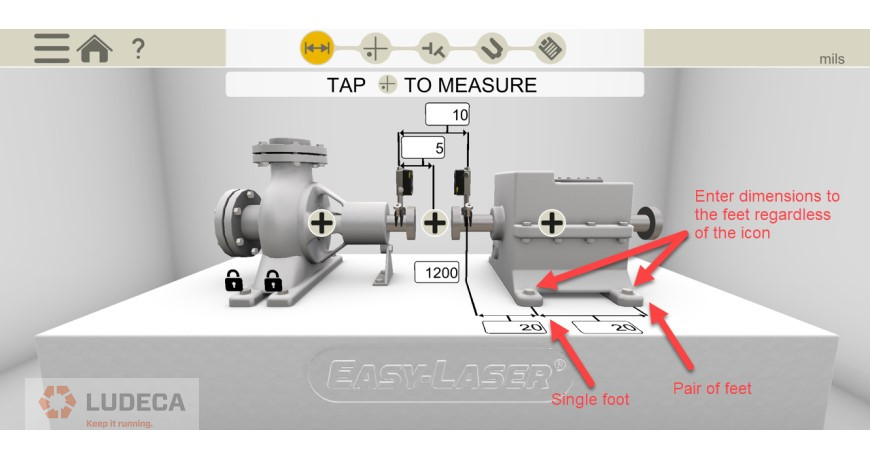
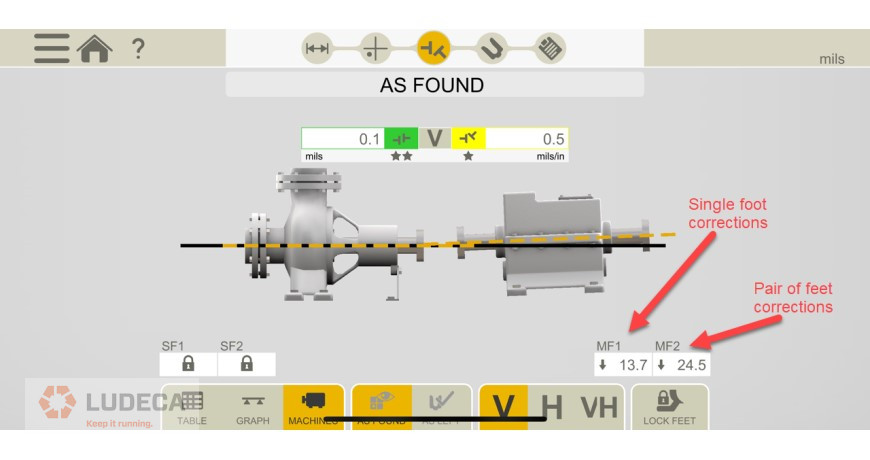
If the feet are not located under the bearing housings, you will still view the gearbox as a normal 4-footed machine. Enter dimensions to the feet and disregard the icon or image of the machine on the alignment tool. Just like in Option 1, the end that has the 2 feet should be corrected evenly, and the 3rd foot should be corrected as per the screen.
- Example feet configuration:

Dimension set-up:
Results view:
*Note for Option 2: The location of the single foot will not affect the set-up or results. If the single foot was on the outboard side the process would be the same.
Option 3:
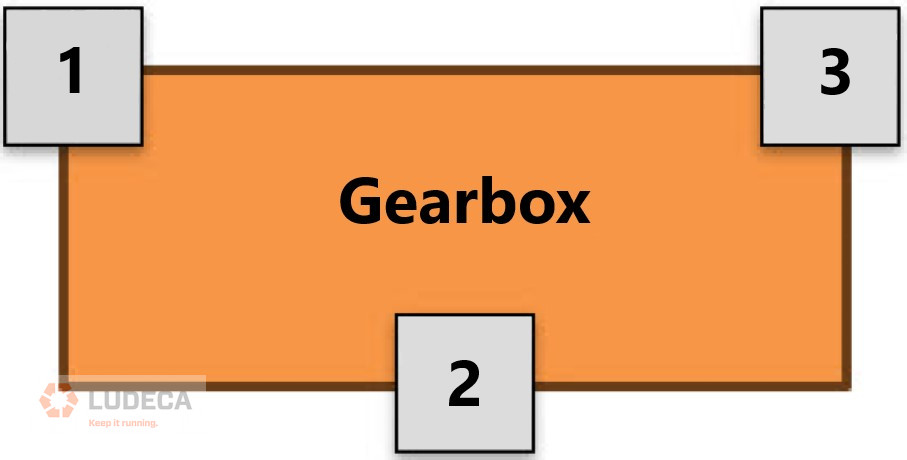
If the feet are on the sides of the gearbox, or not under that shaft or bearing housings, then configure the gearbox as a 6-footed machine. This will give you corrections for the inboard, middle and outboard feet. Correct accordingly at each foot.
- Example foot configuration:

Dimension set-up:

Results view:
3 Signs your Gearbox, Pump and Motor Shafts are not in Alignment
by Diana Pereda

When we talk about industrial machinery, precision alignment plays a pivotal role in ensuring optimal performance and long life. Misalignment between rotating machines can lead to various symptoms that, if left unaddressed, can bring out significant operational issues. Whether we’re talking about pump and motor skids, turbines and compressors, or engines and generators, the impact of misalignment can be costly and interrupt your everyday operations. Below, we explore five common consequences and their symptoms of not performing precision alignment, and understanding the harmful effects they can have across different industrial facilities.
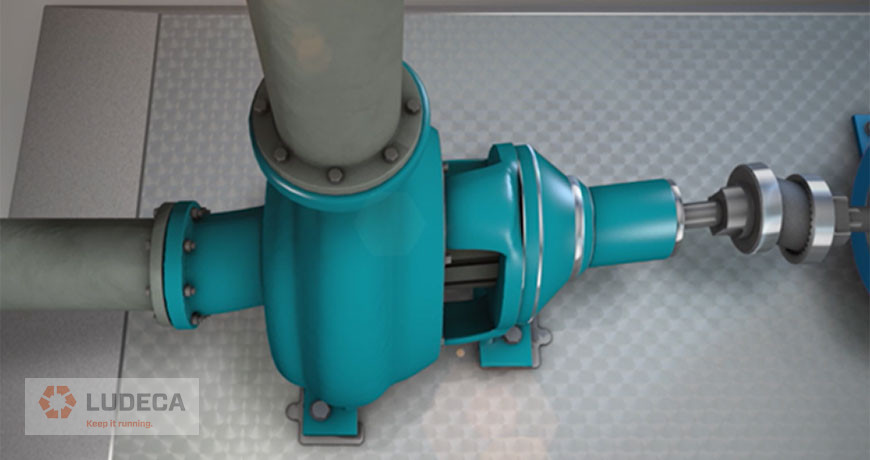
- Vibration: This is easily one of the most noticeable symptoms of misalignment in rotating machines. When shaft centerlines are not properly aligned, this creates uneven forces during operation, leading to vibration throughout the system. This vibration not only compromises the smooth operation of the machine but can also result in faster wear and tear on components. For example, in a centrifugal pump, misalignment between the motor and pump shafts can cause vibration, leading to premature failure of bearings and seals.
- Increased Noise Levels: Misalignment can also show up as increased noise levels in rotating machinery. When components rub against each other due to misalignment, it creates noise that is often louder and more pronounced than usual. This noise can range from a low hum to a loud clank, depending on the severity of the misalignment and the speed of the machine. For example, in a turbine-compressor system, misalignment between the turbine and compressor shafts can produce a distinct whining or grinding noise, indicating potential misalignment issues that need to be addressed quickly.
- Heat Generation: Another symptom is the generation of excess heat during operation. When components are not properly aligned, friction and heat are generated as they rub against each other. This heat buildup not only reduces the efficiency of the machines but can also lead to greater thermal expansion, exacerbating the misalignment issues. This excess heat can also have deleterious effects on the grease in the machine bearings, breaking down its properties. In an engine-generator set, misalignment between the engine and generator shafts can result in overheating, potentially causing damage to critical components such as bearings, flywheels and crankshafts.
- Premature Wear and Tear: Misalignment accelerates the wear and tear of rotating machine components, significantly reducing their operating life. When shafts are misaligned, it increases stress on couplings, bearings, and other components. Over time, this can lead to premature fatigue and failure, requiring costly repairs or replacements. For instance, in a gearbox-driven conveyor system, misalignment between the gearbox and conveyor shafts can cause accelerated wear on gears and bearings, leading to unexpected downtime and extra maintenance expenses, not to mention loss of production.
- Reduced Efficiency: Possibly the biggest symptom of misalignment is reduced efficiency. Misalignment hampers the smooth operation of machinery, resulting in increased energy consumption and decreased performance. Inefficient operation not only leads to higher operating costs but also impacts productivity and operating capacity. For example, in a centrifugal compressor system, misalignment between the compressor and driver shafts can reduce the efficiency of the compressor, resulting in lower output of compressed air, or other gases, impacting production efficiency down the line.
In conclusion, the alignment of rotating machines to precision tolerances is crucial for maintaining optimal performance and reliability across all industrial sectors. By being proactive and addressing misalignment, maintenance departments can reduce the negative effects of the symptoms discussed here. Laser alignment technology such as Easy-Laser’s XT770 offers a precise and user-friendly solution for achieving and maintaining alignment of rotating machinery. With laser alignment tools, industrial facilities can optimize asset performance, minimize downtime, and reduce maintenance costs in the long run. Investing in precision alignment is not only a best practice; it should be a priority for ensuring the continued success and effectiveness of industrial operations in today’s cost-conscious market.
Watch our Shaft Alignment Know-How: What’s Misalignment video and learn the causes and effects of having misalignment in your rotating equipment.
by Adam Stredel CRL
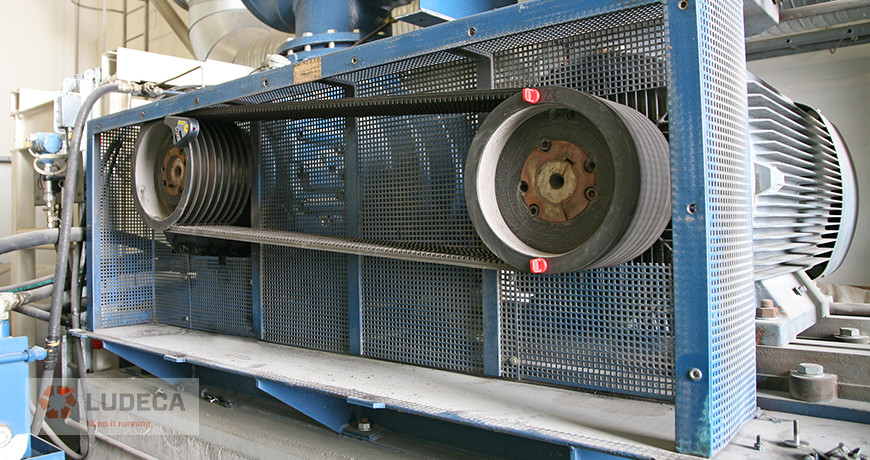
Proper location is very important when collecting vibration measurements on a belt system. If possible, one reading should be taken in line with the sheaves and one reading perpendicular to them on each bearing. Vibration data resolution should be taken into account so that proper separation between belt and driver frequencies can be obtained. Care should be taken to ensure proper belt alignment as well. A laser pulley alignment tool provides the most efficient means to properly align belts. Another issue is how the belts are installed. Was the equipment loosened and the belt put on properly? Were the belts instead rolled on by force, creating potential issues? Have you ever seen a Vee belt running upside down? This is usually caused by the cording in the back of the belt being broken often caused by rolling on the belts. Are sheave gauges being used to check the sheaves for wear? In some cases, the cost of a belt is more than the cost of a new sheave. These are just some of the things to consider for proper installation, maintenance, and identification of belt-related problems.
Don’t just assume that belts are simple and do not require best practice actions for proper operation.
Don’t Forget To Inspect Your Belts! 9 Preventive Maintenance Tips
by Gary James CRL
If non-repeatability is an issue and ambient vibration or mechanical looseness in the setup of the laser has been ruled out, then it may be of interest to check the bearing clearances. This can be accomplished very easily with a laser shaft alignment system. A little bit of information is necessary to accomplish this. We will need the following:
- Acceptable bearing clearance values and tolerances.
- The distance between bearings.
- The distance from the receiving laser (the “M” laser) to the first bearing.
- Easy Laser XT770 shaft alignment tool
For instance, suppose that the distance between bearings is 10 inches, the distance from the M-laser to the first bearing is 5 inches, and the acceptable clearance is 4 mils. This means that with the shaft bottomed out in the bearing, there is a total of 4 mils of clearance available, or lift.
Select the “Values” app and set the lasers at the 12:00 o’clock position; press the SET ZERO button and record the position. This will give you a zero reference for the values displayed on the sensors. See Figure 1:
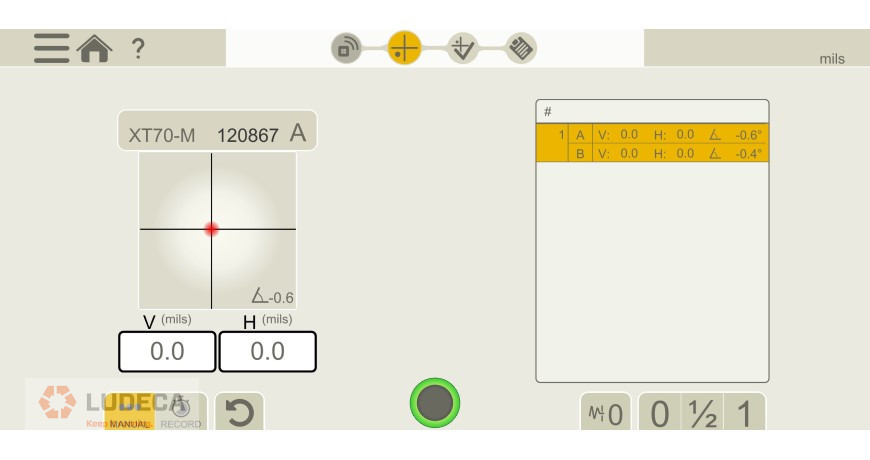
Using a carefully controllable lift mechanism (such as a hydraulic jack stand) carefully lift the shaft until it contacts the top of the bearing and record the position. See Figure 2:

With the above distances, we are allowed 4 mils/10 inches, (or 0.4 mils/1 inch), 10 inches being the distance between the bearings. From the receiver to the front bearing is 5 inches, so with a good bearing, we would expect to see another 2 mils/5 inches, (or 0.4 mils/ 1 inch). Add the two together and we get a total of 6 mils/15 inches. This means that if the lift of the shaft shows 6 mils of change at the M-Laser, the clearance is acceptable. If greater than 6 mils, clearances may be excessive.
If documentation is needed, touch the clipboard icon to create a PDF report of the measurement. Shown below:
by Diana Pereda
When moving machines for alignment, always use jackscrews. If you don’t have them, beating on the machine frame with a steel-face hammer is a lousy idea.
First, you run the risk of damaging the bearings, seals, and other delicate components in your machines. Secondly, you have little control over the magnitude of your moves. Thirdly, it’s unprofessional. If you don’t have time to weld or screw-on jackscrew assemblies, consider using a couple of carpenter’s pipe clamps, tensed against each other. This makes for a handy portable jackscrew arrangement that is safe, inexpensive, and offers you plenty of control. If this is not possible either, and you must hit the machine with a hammer, then at least do so with a plastic-face, shot-loaded dead-blow hammer.
How to Analyze Unexpected Results After Performing a Shaft Alignment Horizontal Live Move
by Ana Maria Delgado, CRL
With over 14 years of experience in the complex industrial world, it has become evident that certain individual parts within pumps and motors stand out in reaping the benefits of precision alignment. Let’s start with pumps, an indispensable machine in various industrial processes for moving fluid through the plant and maintaining system pressures. Achieving precision alignment is instrumental in increasing the life of certain components within pumps, such as impellers, seals, bearings and shafts. Performing precision alignment not only minimizes wear and tear but optimizes efficiency, ultimately extending the overall lifespan of the machine and contributing to the reliability of the entire system.
Shifting our attention to motors, the unsung heroes driving the majority of industrial operations, the importance of precision alignment is highlighted when looking at certain motor components. Misalignment between two machines can have a crucial effect on elements such as motor windings, bearings and shafts, resulting in an increase in energy consumption, unwanted vibration, and premature failure. Prioritizing precision alignment after installation, and after repair or overhauls will prove beneficial, helping maintenance departments enhance motor efficiency, reduce maintenance costs, and fortify the overall reliability of the machinery.
In the world of rotating machinery, laser alignment systems are a key tool in the arsenal of maintenance toolrooms. Laser alignment systems offer unparalleled accuracy for detecting soft foot and pipe stress, surpassing the limitations of traditional methods. Laser alignment eliminates guesswork, providing precise measurements and adjustments to save components such as couplings, shafts, and bearings within most rotating machines, as well as impellers and seals within pumps. Using laser alignment technology not only ensures optimal performance but also minimizes the risk of breakdowns. In essence, the pursuit of precision alignment is not just a best practice; it is a strategic activity for everyone aiming to maximize productivity in the ever-evolving landscape of industrial machinery.
Watch our Shaft Alignment Know-How: The Basics video to learn the fundamentals of precision machinery alignment.
I use a Laser Alignment System, so I am Performing Precision Alignment, Right?
by Adam Stredel CRL

Aligning belt drives and pulleys is crucial for several reasons:
- Efficiency: Precision belt pulley alignment ensures that power is transmitted smoothly from the belt to the pulley, maximizing the efficiency of the system. Misalignment can lead to energy losses and decreased overall performance. Such precision alignment is best achieved with tools such as the Easy-Laser XT190.
- Component Longevity: Correct alignment reduces bearing failures as well as wear and tear on belts, pulleys, and other related components. This extends their lifespan and minimizes the need for frequent replacements, reducing maintenance costs.
- Reduced Vibration and Noise: Misalignment can cause vibration and noise in the system, leading to reduced power transmission efficiency as well as potential damage to machinery.
- Energy Savings: A well-aligned system requires less energy to operate. Misaligned belts and pulleys can result in increased friction, leading to higher energy consumption. Proper alignment contributes to energy efficiency, reducing operational costs.
- Prevention of Overheating: Misalignment can generate excessive heat due to increased friction. This can lead to overheating of components, reducing their effectiveness and potentially causing damage. Proper alignment helps prevent these issues, ensuring optimal operating temperatures.
- Improved Performance: Properly aligned belts and pulleys contribute to overall system reliability and performance. It reduces the likelihood of unexpected breakdowns and ensures consistent operation over time.
- Enhanced Safety: Misaligned belts and pulleys may pose safety risks as they can lead to unexpected failures or accidents. Proper alignment reduces these risks, creating a safer working environment.
- Cost Savings: The combination of increased efficiency, reduced maintenance needs, and lower power consumption translates into cost savings over the long term.
SUMMARY:
Aligning belt drives and pulleys is essential for maximizing efficiency, extending component life, reducing vibration and noise, saving energy, preventing overheating, improving overall performance, enhancing safety, and realizing significant cost savings.
Using a laser alignment tool with visual targets such as the Easy-Laser D92 or the DotLine Laser can achieve greater accuracy than aligning by means of a straightedge or string. However, aligning with lasers that have a digital readout will achieve true precision, and in the case of the Easy-Laser XT190 generate documentation to prove that the work was achieved to specified tolerances.
Download our Pulley Alignment Guide plus 5-Step Procedure for information on the implementation of good pulley alignment of belt-driven equipment including terminology, alignment methods, belt maintenance, storage and tensioning as well as a 5-Step Sheave/Pulley Alignment Procedure.
Uncover Hidden Savings and Opportunities in your Belt-Driven Machines
by Ana Maria Delgado, CRL

What is torque?
By definition, torque is a twisting force, but as it pertains to fasteners, it is the amount of twist we put into that fastener to achieve clamping force with that fastener. Proper torque is the twisting force required to accurately apply the desired clamping force, working within the limitations of the fastener and the materials to be fastened.
What is the reason behind proper torque?
What are we trying to hold together? Different materials call for different torque. Higher loads require higher torque. There is a design parameter that calls for the correct amount of clamping force. The expected performance of equipment is best met when specifications are maintained. Under-torqued conditions normally lead to mechanical looseness. An over-torqued condition can lead to distortion, fastener fatigue, parts fatigue, and structural failure or broken components.
How to store torque devices
Most technicians have been told throughout their career to store a torque wrench at a “0” load. This, in most cases, is incorrect. If the torque wrench is the spring-loaded type, with a rotating handle to set the spring tension, the tool manufacturer normally indicates a specific setting to properly store the device. If left at “0”, the spring is allowed to expand and contract with temperature changes, changes in humidity, or vibration from transport. By having some tension on the spring, those changes are reduced to a minimum effect on the tool’s ability to achieve accurate torque. Newer torque wrenches, like a digital one or the Pall-Pull wrenches, do not have this issue and can be left at the set point for the last use.
How to prepare for proper torque
- What is the torque spec? Most equipment manufacturers will give specifications for fastener torque. If not, standard torque charts are available almost anywhere. Specifications are given for different thread diameter, thread pitch, and quality (or grade) of the fastener.
- To lubricate or not? Adding any sort of lubrication to the fastener drastically changes the coefficient of friction required to apply that twisting force, which in turn changes the clamping force of the fastener. Most manuals will include a note as to what kind of lubrication is to be used if any.
- Proper tooling: Having a tool capable of applying accurate torque is at the heart of the operation. Adding a longer handle to a smaller torque device is not a good way to maintain accuracy. Always work within the design limitations of the tools.
- Proper techniques: Torque should always be applied in a smooth, repeatable manner. Jerking motions on the end of the handle yield much higher loads. Applying the old “double click” trick vastly changes the torque on the second click and should not be done. If you want to verify that something is properly torqued, let everything relax, and apply force smoothly. If the fastener does not turn anymore when the device indicates the desired torque, then it was properly torqued
What to inspect for proper torque
Over time, things can affect how the clamping force changes in a fastener. Heat, vibration, load cycles—all of these can reduce the ability of a joint to maintain a working condition. In some instances, regular checks are required, with intervals that open as the joint is constantly found to be properly torqued. The first time a joint is found to be loose, the interval goes back to short-term checks to prevent failure. Sometimes, the simplest indicators work the best. Cracked paint marks, bolt tabs, or even safety wire can give quick inspection points, and ensure that everyone did their part to #Keepitrunning.
Visit our Knowledge Center for resources and tools to help you succeed when implementing and using our maintenance technologies.
Precision Maintenance: The Torque Wrench. Check Out These 15 Helpful Tips!
by Diana Pereda
Visiting more than 150 industrial sites has helped me realize that precision laser alignment tools have become a focal point in most companies’ maintenance strategies. One significant advantage of employing laser alignment tools is the unparalleled accuracy they offer in aligning rotating machinery. The precision achieved with these tools ensures that critical elements such as shafts and bearings are excellently aligned, reducing wear and tear. This, in turn, extends the lifespan of rotating assets, minimizing the frequency of breakdowns and subsequent downtime. The efficiency gained from precision laser alignment directly contributes to increased reliability and operational continuity, aligning seamlessly with our commitment to optimizing asset performance.

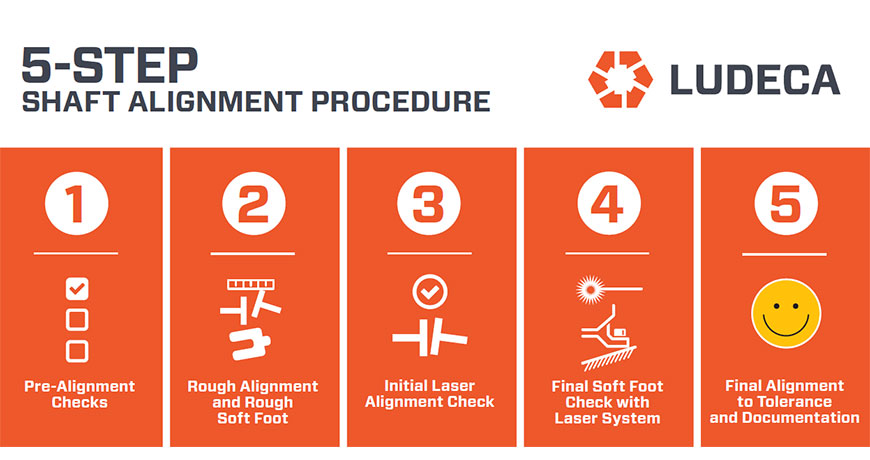
However, it’s crucial to acknowledge the investment and training required for implementing laser alignment tools. The initial cost of acquiring these advanced maintenance tools can be a deterrent for some industrial facilities. Moreover, ensuring that maintenance personnel are adequately trained to operate the laser alignment tool effectively is essential. This training incurs additional costs and may pose a challenge in terms of time and resources. Additionally, as with any technology, there is a learning curve associated with the adoption of laser alignment tools. It may take some time for the maintenance team to become fully proficient, potentially leading to a temporary decrease in efficiency during the initial stages of implementation. Choosing a company like LUDECA that provides resources such as the 5-Step Shaft Alignment Procedure below and providing short and long courses discussing alignment fundamentals, can help expedite that learning curve.
Despite the challenges, the long-term benefits of precision laser alignment tools outweigh the drawbacks. The increased accuracy and efficiency over older methods, reduced maintenance costs, and extended lifespan of rotating assets make the investment worthwhile. As we, in the industry, continue to prioritize the optimization of our processes, the adoption of laser alignment tools remains a strategic move towards achieving operational excellence and ensuring the sustained performance of our rotating machinery.
by Adam Stredel CRL

Casing distortion is not only one of the biggest problems for rotating machinery, it’s also a very common one. But what does it actually mean? To explain it, we can use the famous analogy of a rocking table in a restaurant. This is a situation everybody can relate to. Due to an uneven floor or bad construction of the table, there is space under one leg which makes the whole table rock from one side to another. It’s a problem that is easy to solve; just use a few napkins, and the table will stay still.
The same happens when placing rotating machinery on a foundation that is not flat. Most rotating equipment is designed to be installed on a flat surface. At the manufacturer site, all machine feet are milled to be in a perfectly flat plane. When placing the equipment on a non-flat foundation or uneven sole plates, it will reproduce that rocking situation we just mentioned. That is what we call “soft foot.”
Tiny clearances, big impact
Rotating equipment consists of many parts: rotors, shafts, bearings, mechanical seals, and impellers in compression chambers – just to mention a few. And these all have very small internal clearances. If a machine is bolted down on an uneven surface, the forces applied on the machine’s feet will change the casing geometry. As a result, these clearances will quickly change.
To fix a soft foot condition, it is necessary to compensate for everything above 0.05 mm. That is not much if you consider the fact that the thickness of a human hair is between 0.06 mm to 0.08 mm! This is how little it takes to convert our new or newly overhauled machine into a victim of casing distortion.
Pipe connection issues
Another possible cause for casing distortion is pipe strain. Pipe strain can occur when the pipes are wrongly fabricated and the connection flanges are not aligned. It can also be that the pipe supports are too high or too low, which creates large gaps between the connections. A common solution for this is to force them together, which will result in what we call nozzle load. This, too, will put a lot of stress on the machine casing. (The OEM will specify the allowed nozzle load on the equipment.)

The long-term consequences
So, what kinds of problems can you run into if casing distortion occurs? Previously, we mentioned the internal parts of rotating machinery, such as shafts. How do they get affected?
Well, shafts have mounted bearings to carry the rotating motion, and these bearings operate under designed loads. When casing distortion occurs, the shafts are put under strain and their positions change. That will affect the bearings by changing their designed load, and the rolling elements inside the bearing will move from the designated raceway. This is something that will seriously affect lubrication. The rolling elements of the bearing will push away the lubrication since there will be no space for it. Heat will build up and produce more thermal expansion of internal components, which will gradually reduce their gap until, inevitably, failure occurs (Changing the designed loads in the bearings will reduce bearing life by as much as 50%).
Ensuring proper installation can make the difference between smooth operation and unexpected failure. As we’ve seen, all it takes is a minor gap to throw your machinery off balance. When it comes to rotating equipment, precision is a necessity.
Thank you Roman Megela with Easy-Laser for sharing this informative blog with us!
Visit our Knowledge Center for resources and tools to help you succeed when implementing and using our maintenance technologies! Watch our video tutorials, download infographics, plus explore other helpful information to reduce equipment failures and downtime.
by Diana Pereda

Ensuring proper sheave alignment on multi-belt drives involves several good practices. When dealing with multiple belts and sheaves, a thorough inspection of each belt and its grooves for wear is crucial. In cases where any belts are slipping, it becomes imperative to replace all belts together.
Achieving precise alignment between pulleys can be accomplished through various methods. One approach involves using a machinist’s straightedge, while another entails placing a tightly drawn piece of string across the faces of the sheaves to verify if all four points of contact are made. Alternatively, employing a laser pulley alignment tool such as the Easy-Laser XT190 provides a more advanced and accurate alignment solution including the ability to generate an alignment report.
Regardless of the chosen alignment method, it is advisable to monitor changes in angularity and offset of the sheaves during the belt tensioning procedure. This monitoring should coincide with the tightening of hold-down bolts on the machine being adjusted, to ensure no unwanted or unexpected movement occurs during the tightening procedure. By doing so, the alignment can be maintained accurately, ensuring optimal performance and longevity of the multi-belt drive system.
Download our 5-Step Sheave Pulley Alignment Procedure for a simple and effective procedure for sheave pulley alignment of belt-driven equipment.
Now You Can Detect and Quantify Belt Driven Rotating Equipment Defects!
by Ana Maria Delgado, CRL
In our previous blog, we discussed the: Shaft Alignment Measurement Mode: Multi-Point Method. In this blog, we continue with the next method: Uncoupled Sweep.
The Uncoupled Sweep Measurement mode allows you to measure uncoupled machines with ease. Start from any rotational position and take measurements by rotating the shaft with the S-laser in front of the shaft with the M-laser and vice versa, essentially passing one laser in front of the other, alternating. Uncoupled sweep is ideal for machines that are difficult to rotate or machines that cannot be rotated at all (in which case you slide the laser brackets around).*
Below are some examples of machines that are difficult or not possible to rotate:
- Gas turbines.
- Wind turbines.
- Gear boxes.
- Mine rock crushers.
- Ball mills.
This measure mode is available on the Easy-Laser XT770, XT660, and XT550 laser shaft alignment systems.
*Note that in these cases you will not actually be measuring centerlines of rotation, and the accuracy of your results will depend on shaft or hub, out of roundness and the care with which you reposition the measurement components each time.
Watch our Shaft Alignment Know-How: Repeatability to learn the importance of achieving repeatability of measurements before making alignment corrections.
Make Uncoupled Laser Shaft Alignment Easy with These Two Tools!
by Diana Pereda
As part of our training program, we simulate various scenarios, to teach trainees how to see through a problem to a solution. To this end, the Soft Foot Analysis Form is a simple yet effective aid. Soft foot is machine frame distortion. It is evidenced by the movement of the machine shaft as the anchor bolts are tightened or loosened. How the shaft moves is subtle and depends upon the specific machine condition producing the casing distortion.
The Soft Foot Analysis form:
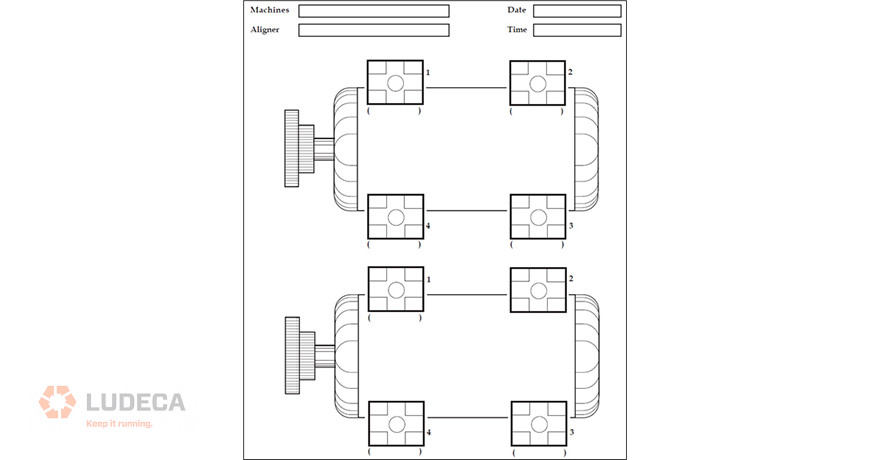
After reading all four feet with a laser shaft alignment system mounted on the machine shafts, the form asks you to feeler gauge the airgap at each corner of the feet that have been determined to be “soft”, with the other three feet tight. Miking the outer three corners of the foot is sufficient. Filling out the form allows you to visualize a “picture” of what is going on by comparing the shape of the airgaps to each other. This in turn leads to efficient diagnosis and correction of almost every kind of soft foot.
All the laser shaft alignment tools can do is detect if a soft foot condition exists since it is observing the reaction of the shaft as a foot is loosened. However, it cannot immediately tell you how to correct the problem.
The Soft Foot Analysis Form, when used in conjunction with our “Soft Foot Find-and-Fix Infographic”, helps you to determine which foot to shim and how much, or to determine if you have a ‘Bent’ foot condition.
The complete diagnostic procedure can be found in the LUDECA Shaft Alignment Training Manual, which every trainee receives as part of a LUDECA alignment training course. Please contact us for more information.
Watch our Shaft Alignment Know-How: Soft Foot to learn about the effects and importance of measuring and correcting Soft Foot when performing shaft alignment.
Make aligning your machinery easier, start by correcting Soft Foot
by Diana Pereda
In our previous blog, we discussed the: Shaft Alignment Measurement Mode: Continuous Sweep Method. In this blog, we continue with the next method: Multi-Point.
The Multi-Point measurement mode is among the most versatile measurement modes as it allows you to measure under any condition. It lets the user begin the measurement from any rotational position and take as many points as necessary to achieve excellent measurement quality every time. The points can be taken at any rotational position and can be as close together as 1 degree apart. A minimum of three measurement points is required, well distributed around the shafts to obtain accurate results. This measurement mode is designed for the Easy-Laser XT550, XT660, & XT770. Below are some examples:
-
Easy-to-rotate machines
- For machines that are easy to rotate, take a minimum of three points spaced approximately 120 degrees apart to cover a full rotation of the shafts evenly. However, taking more points is always better as it gives the system more data to work with.
-
Difficult to rotate machines
- For machines that are very difficult to rotate, the forces required to rotate the shafts may induce shaft deflection. Using Multi-Point we can relieve the rotational force and let the machine rest with each point taken, thereby avoiding shaft deflections completely.
-
Uncoupled measurement
- For uncoupled machines, trying to rotate both shafts together is next to impossible. Using Multi-Point, we can use the OLED display on top of each Laser/detector unit to align both the S and the M measurement units to the same angle. This will simulate the machines being coupled and allow us to get as many points as needed without any difficulties.
-
High vibrations
- For environments with high vibration from surrounding running machines or processes, using the Multi-Point measure mode lets us use the filter located at the bottom of the measuring screen to compensate for this environmental vibration. The higher the filter value the higher the vibration that can be compensated for. Since the shafts are allowed to rest at each measurement position as long as necessary to achieve stable readings, inaccuracies are eliminated.
-
Limited rotation
- For machines with obstructions to rotation or to line-of-sight for the lasers, the Multi-Point measurement mode allows you to accurately measure misalignment with as little as 40 degrees of shaft rotation. Take as many points as possible within the small arc of rotation available to you and you will still obtain reliable misalignment readings.
Watch our Shaft Alignment Know-How: Why Alignment to learn the benefits of precision machinery alignment.
by Diana Pereda

When purchasing a laser shaft alignment system, consider the following things to ensure you choose the most suitable and effective solution for your specific needs:
- Accuracy and Precision: Look for a laser shaft alignment system with high measurement accuracy and precision. The system should provide reliable and repeatable results for precise alignment adjustments.
- Ease of Use: Choose a laser shaft alignment tool such as the Easy-Laser XT-series that is user-friendly and easy to operate. Intuitive interfaces, built-in help, and straightforward procedures like LUDECA’s 5-Step Shaft Alignment Procedure contribute to efficient and error-free alignment processes.
- Versatility: Confirm that the alignment system is versatile and compatible with a diverse range of machinery types and sizes. A flexible system should adapt seamlessly to various measurement applications, including both horizontal and vertical installations. It should include checking for Soft Foot as well as compensating for thermal expansion of the machines (thermal growth).
- Durability and Build Quality: Assess the durability and build quality of the laser alignment system. It should be designed to withstand the conditions of industrial environments—ideally rated for both IP66 and IP67 water-, shock- and dustproof.
- Range and Reach: Consider the measurement range and reach of the system. Ensure it can cover the distances and dimensions relevant to your specific machinery and application requirements. Preferably, it should have a distance measurement range of at least sixty feet to easily handle applications such as cooling tower fans and deep submersible pumps.
- Flexibility: Various applications may demand specific alignment measurement approaches. Having different measurement modes such as Continuous Sweep and Multipoint allows the system to adapt to the specific requirements of each application.
- Alignment Tolerances: Make sure the alignment system has a built-in tolerance check. The best laser alignment systems have built-in ANSI/ASA tolerances and perform their tolerance evaluation based on the condition displayed at the coupling and compare it to the standards for the operational speed of that machine. Even better systems allow you to use any alignment tolerances of your choice.
- Expandable: Choose an alignment tool that grows with your needs by offering the ability to add other measurement capabilities such as belt pulley alignment, vibration checks, straightness measurement, and flatness measurement.
- Reporting and Documentation: Look for a laser alignment system that generates comprehensive PDF reports containing alignment results, complete with photos and notes, and with the ability to email the report directly from the alignment computer. This detailed documentation serves as a valuable resource for maintenance records, ISO compliance, and quality assurance purposes.
- Training and Support: Check the availability of alignment training resources and support from the vendor. Adequate training ensures that users can make the most of the system’s capabilities, and reliable technical support is crucial for addressing any issues that may arise in the field.
By carefully considering these factors, you can make an informed decision when selecting a laser shaft alignment system that meets your specific requirements and contributes to efficient and reliable machinery alignment at your facility.
by Ana Maria Delgado, CRL
In our previous blog, we discussed the: Shaft Alignment Measurement Mode: EasyTurn™ Method. In this blog, we continue with the next method: Continuous Sweep.
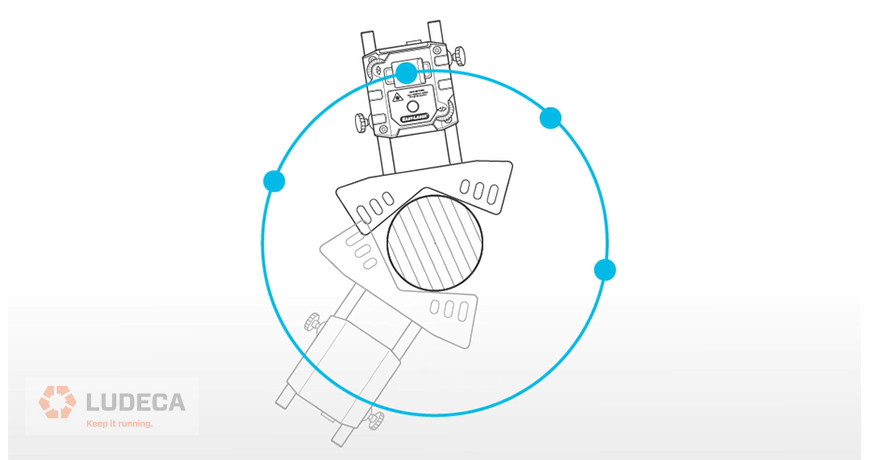
The Continuous Sweep Measurement mode allows you to begin an alignment measurement from any rotational position. Simply rotate the shaft and let the tool record the points as you go around. With the ease of use, the capability to take hundreds of points, and a minimum requirement of only 40° of rotation, this measurement mode is the fastest and most straightforward way to measure misalignment. Sweep comes standard on the Easy-Laser XT660 and Easy-Laser XT770 laser alignment systems and can be used to tackle almost any alignment you encounter.
When to use the Continuous Sweep measurement mode:
- When the shafts are coupled together.
- When the difficulty in rotating shafts is easy to medium.
- When it is difficult to stop rotation once initiated.
- When only a small arc can be measured.
- Rotate slowly and collect as many points as possible.
Below are some tips on how to take excellent readings while using the Continuous Sweep measurement mode:
- Rotate the shafts smoothly.
- Always rotate in the same direction, preferably in the direction of rotation of operation.
- Try to make one continuous rotation.
- Slower rotation equals more points, and more points equals better results.
- Try to do a full revolution or 360 degrees of rotation if possible.
- Never take readings by rotating the shafts in different directions.
Watch our Shaft Alignment Know-How: Repeatability to learn the importance of achieving repeatability of measurements before making alignment corrections.
by Diana Pereda
In our previous blog, we discussed the: Shaft Alignment Measurement Mode: 9-12-3 The Classic Three-Point Method. In this blog, we continue with the next method: EasyTurn™.
The EasyTurn™ shaft alignment measurement mode allows you to begin the measurement from any location and take a total of three points. The points can be taken at any rotational position of the shafts and can be as close together as 20 degrees for a total rotation of only 40 degrees. This measurement mode is designed for the Easy-Laser XT440 laser shaft alignment tool and can be used to tackle almost any alignment you encounter. Below are some examples:
Easy to rotate machines:
- Take three points at approximately 120 degrees to cover a full rotation of the shaft evenly.
Difficult to rotate machines:
- Rotate as much as possible each time to take your three points. Keep in mind you need to turn at least 20 degrees before you take your next point.
Uncoupled alignments:
- Using the OLED display on top of each laser/detector unit, rotate both the S and the M measurement units individually to the same rotational position or angle. This will simulate the machines being coupled. This allows you to take the three points as if the machines were coupled.
High vibration:
- By using the filter located at the bottom of the measure screen we can compensate for environmental vibration. The higher the filter value the more filtration is applied. Select the lowest value where the readings stabilize.
Watch our 5-Step Shaft Alignment Procedure [Motion Graphic] which outlines an easy and effective way to align your rotating equipment and brings you one step closer to best practices for your alignment program.
by Diana Pereda