When M/Y Mystique, a 50m yacht, had trouble with its bearings overheating, they called on our customer AME to investigate. After conducting a vibration analysis survey, the misalignment was discovered along with aged mounts. Additionally, the Kamewa Jet Units were not functioning within recommended tolerances.
In terms of alignment several steps were followed, the first intermediate shafts of both wing engines were re-connected. The alignment of these shafts was checked using the Rotalign Ultra and found to be within alignment tolerances. There is only one intermediate shaft for the center engine and only one SKF bearing that supports the jet shaft. The cap of this bearing was torqued to 600 ft./lbs. according to spec. Two cradles were installed under this shaft so it could be aligned to the jet shaft. Wing engines were also aligned to their corresponding reduction gears. Finally, the center engine and reduction gears were aligned to their corresponding intermediate shafts.

AME installed all new mounts and aligned the propulsion equipment to correct the vessel’s issues using the ROTALIGN ULTRA laser alignment system. Upon completion of the work, it was concluded that the replacement of all propulsion machinery mount elements and the re-alignment of this machinery greatly reduced engine vibration being transmitted to the base structure. Most of all, the temperatures of all SKF shaft bearings were improved and found to be within their temperature tolerances.
“Once I found out that AME had a history with Mystique and its previous owner, it was a no-brainer to get them involved to do this specialized work,” said S.P. Captain, M/Y Mystique. “AME has a reputation of being one of the top specialists in vibration, noise, and alignment and I will continue to use their services due to the prompt, professional engineers, and staff. They care about their clients and will do whatever it takes to deliver impeccable service.”
Thanks to Advanced Mechanical Enterprises for sharing their success using our ROTALIGN ULTRA.
by Ana Maria Delgado, CRL
Recently, our customer AME was commissioned by Harry Pepper to perform laser alignment with the ROTALIGN ULTRA on 4 Caterpillar Diesel Engines to Philadelphia gear at their Merritt Pump Station in Naples, Florida.
“We had AME laser align our engines because we’ve used them on previous projects with excellent results,” said D.W., Project Superintendent, Harry Pepper. “We will continue using them for pump stations and water treatment plants. These services increase efficiency by saving time over regular millwright procedures and the third party aspect carries considerable weight with inspectors and owners.”
The pumps have a capacity of 100,000 gallons per minute – proper alignment will help the pumps run more efficiently and reduce the likelihood of unexpected downtime – a smart decision for any maintenance program.
Thanks to Advanced Mechanical Enterprises for sharing some of their industrial news with us.
by Ana Maria Delgado, CRL
I am often asked, What tools and equipment do a millwright team need to do shaft alignment? Beyond the obvious safety equipment, such as hearing protection, steel-toe shoes, work gloves, hard hat, safety glasses, and fire retardant clothing, some of the other essential equipment is not so obvious. So here’s a little list, with commentary, based on nearly 30 years of field experience:
- Laser Shaft Alignment System
- Precut Stainless Steel Shims
- Shears, Flat File, and Ball-Peen Hammer
- Pancake Jacks and Pry Bars
- Inside and Outside Micrometers
- Set of Feeler Gauges
- Torque Wrench with Crow’s Foot Adapter
- Dead Blow Hammer
- Flashlight
- Pi Tape
- White Correction Fluid and Scribe
- Cotton Rags
- Dry Spray Solvent and a Can of Compressed Air
- 50-Foot Extension Cord with Triple Tap
- Sturdy Folding Work Table and Chair
Download my entire UPTIME MAGAZINE article Equipping a Field Service Team to do Shaft Alignment
by Alan Luedeking CRL CMRP
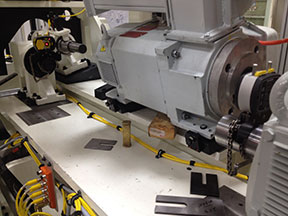
The accurate shaft alignment of an automotive transmission testing robot presented great difficulty in obtaining the alignment measurements. A system was needed that could align the shafts of various machines simultaneously across larger distances. The main difficulty was an uncoupled measurement for two precision spindles about 5 feet across.
The ROTALIGN® ULTRA iS with the IntelliPass measure mode capability solved these problems. You didn’t have to be careful using it, and it was effortless and easy to use. The results were about 0.2-0.3 thousandths repeatability in offset measurements, with large time savings in collecting the data.
by Daus Studenberg CRL
LUDECAwind was recently hired to perform an alignment on a wind turbine. Although the turbine was quite modern in size, capability, and throughput, its design and functionality for wind service technicians to perform their tasks are outdated. The technicians are barely able to stand straight or get around the turbine without compromising their safety.
With the obstacles of working inside the nacelle, the difficulty of aligning the wind turbine seems even greater considering the procedures which need to be followed and the number of components that need to be removed for accessibility to perform this task. There was a misconception that in order to perform any type of alignment, the coupling needed to be removed. The beauty of using our OPTALIGN® SMART RS laser alignment wind system is that the technician is not required to remove the coupling to execute the task. No matter the size of the turbine, type of coupling, or interference around the working area, using a laser alignment system inside a nacelle not only saves time but provides true, accurate, and repeatable data.

We were able to mount the OPTALIGN SMART RS wind system, collect repeatable and accurate data, and make all necessary corrections in a short amount of time. The customer was impressed with the system’s ease of use and the accuracy obtained, considering the less than ideal conditions with high winds of approximately 13 m/s, which had no effect on the quality of the data collected.
by Alex Nino CRL
A few weeks ago, I was doing training at an engine overhaul shop in the Midwest. They had just purchased a CENTRALIGN® ULTRA STANDARD system to perform bore alignment checks, before reassembly of each engine (see Figure 1.) After showing the mechanics how to set up the laser and take measurements on the first bore (the one furthest from the laser, as recommended), they were eager to take over and measure the bores themselves.
Before purchasing the CENTRALIGN system, they were using piano wire as their alignment tool. Now it’s a much faster and more reliable process with our laser system.

We shot the laser beam roughly through the center of all bores to create a point of reference for each bore. Next, we measured each of the bores to obtain the position of each bore with respect to the laser line. With the ability to take as many points per bore as we did, we were also able to tell if each bore was out of round. We took at least eight points along the surface of each bore, and then re-measured the entire engine to establish repeatability. The mechanics were amazed at how easy it was to measure with a laser, in comparison to the painstaking and difficult piano wire method.
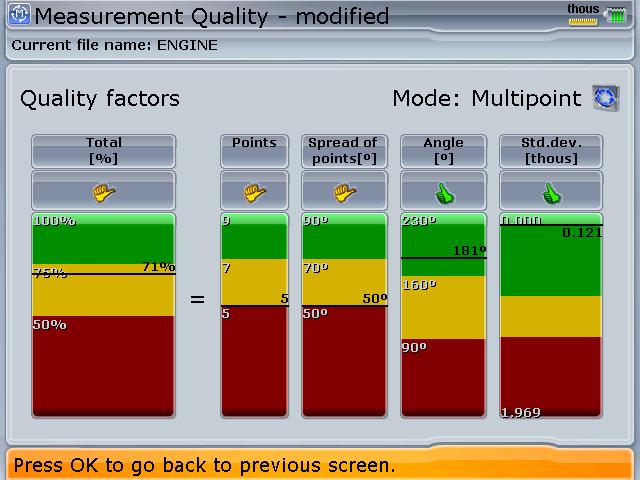
After measuring each bore, I showed them how to look at the quality factor (see Figure 2.) Seeing that they could improve their quality by taking more points, they were able to improve their measurement process. By the time they were on the last bore (the one nearest the laser emitter), the quality of their readings was near 100%. Finally, the bores at each end were fixed in the firmware to establish a reference line for the rest of the bores.
The centerline position of each bore in the engine could now be established with respect to this line (see Figure 3.)

Another interesting feature of the Centralign is that the bore alignment can be optimized to a centerline that minimizes the misalignment of the entire bore train, rather than arbitrarily establishing a reference line through any two of them. Another feature allows one to see a differential view of the alignment, which establishes the misalignment of any individual bore to a reference line formed by its two adjacent neighbors. This often saves unnecessary correction or milling work if it can be seen that the misalignment of any one bore is not too great with respect to its nearest neighbors—a very handy feature.
The mechanics were happy with the results obtained as these matched the readings they had taken with the piano wire. At the end of the training, one gentleman exclaimed, “I won’t ever use piano wire again!”
by Adam Stredel CRL
While aligning a Flowserve Booster Pump in Arkansas, the attempted alignment corrections proved unrepeatable and inconsistent. The centerline of the pump shifted from too high to too low and from too far to the right to too far left. I thought this might be a symptom of pipe stress and suggested to the customer that I check for it. Upon loosening the hold-down bolts, I noticed that piping lifted the pump right off the base.

I was authorized to disconnect the piping from the pump. Figure 1 shows that at its worst one pipe was one inch out horizontally and about one and a half inches vertically, and angled to the pump.
We aligned the pump without the pipes connected. The customer was advised to redesign the pipe hangers to provide more support to the piping and reduce the stress on the pump.
It is imperative that once the pipefitting is complete and the piping is reattached to the pump, the alignment and pipe stress measurement with the laser will have to be checked once more.
by Carlos Bienes CRL
I recently visited a power plant in the Caribbean to perform vibration analysis services. As I discussed the agenda with my point of contact, I asked for a walk-through of his facility. I was a bit surprised to see the amount of rotating equipment present in such a small area. But in particular, I was surprised to hear a lot of loud noise coming from several different auxiliary machines. Even though I had my PPE gear on, I still heard a very large pitching-type noise.
As I found that noise rather high and annoying, I asked my point of contact about the particulars of this motor pump assembly. The pump has been in service for quite a while and they recently replaced the bearings and couplings.
I asked what type of method they were using to align their equipment and the answer was straight edge and dial indicator, but that the coupling and pump bearings were new.

I took the opportunity to get my VIBXPERT® II vibration analyzer out and collect data on that particular machine first. To no surprise, the data showed severe misalignment across the coupling. I reconfirmed the data using phase analysis. I noticed while doing this that the pump was hot. After viewing the data on the analyzer I asked the customer if they had thermal growth specifications for that machine. He was unaware of them having any such data for the pump. I advised him that there are systems out there that could not only perform the alignment but could also measure the amount of dynamic movement that occurs on a machine, a true cold to hot or hot to cold measurement.
The following day the customer was able to bring the machine down for a few minutes and we mounted a ROTALIGN® ULTRA IS laser alignment system and took alignment readings. Within seconds we confirmed that machines were severely misaligned, as had been indicated by the VIBXPERT. Next, we installed LiveTrend brackets and ran the machine for approximately 45 minutes, and as expected they showed a rather large positional change as they ramped up. The customer was not only able to see the misalignment using vibration technology but also found a solution to his reliability problems. The overstocking of couplings and bearings could now be reduced with the true and accurate data obtained from the laser alignment system and vibration data collector and analyzer.
by Alex Nino CRL
By Deron Jozokos with Shoreline Reliability, LUDECA solutions provider for New England and Eastern New York
I recently helped a customer with an alignment issue they were having on a pump-gearbox-motor machine train. The problem was that although the machines were aligned within spec, after a short period of runtime the 16, 500 HP motor shaft began shuttling in and out, or “hunting” for the magnetic center, creating a fear that the coupling would break under the tremendous forces acting on it. This would in turn shut down the nuclear plant, costing millions of dollars in lost production. One theory was that the rotor was not level causing it to slide downhill while magnetic forces were drawing it back uphill. With just a short window of time, the site engineers wanted to level the motor shaft without losing the excellent alignment tolerances.
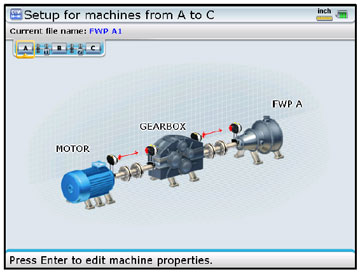
To save time, we measured both machine train couplings simultaneously using the ROTALIGN® ULTRA’s multi-coupling expert level feature. We then used the INCLINEO® system to measure the angle of the motor shaft with respect to gravity. We verified that the train alignment was still within excellent tolerances (See the ‘As-Found’ condition below) and measured a motor shaft angle of 0.489mils/inch.
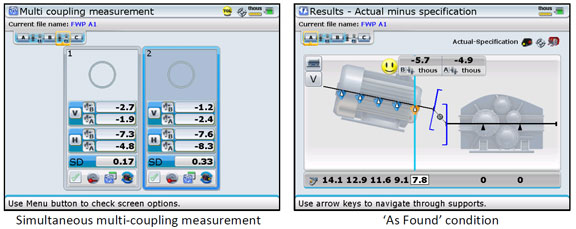
Since a hydraulic torque wrench was needed to loosen the 10 total bolts, it was imperative that the number of alignment corrections be reduced to the fewest possible, preferably just one. Using the measured rotor angle of 0.489mils/inch, we calculated the correction at each foot that would level the shaft and keep the alignment within excellent tolerances. We input the calculations into the Move Simulator on the ROTALIGN ULTRA to verify our calculations then proceeded with the actual shim corrections.

We monitored the alignment and the shaft angle in real-time with both tools and were able to get the leveling and alignment completed all in a single move (See ‘As Left’ condition below.)
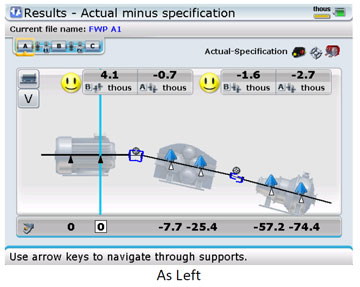
The millwrights worked as an experienced and organized team and got the shim corrections done quickly and safely. We finished the job in 1/4 the time allotted and the plant was able to ramp back up to 100% much sooner than planned. Furthermore, the plant reported that the shaft shuttling has stopped.
by Ana Maria Delgado, CRL
By Deron Jozokos with Shoreline Reliability, LUDECA solutions provider for New England and Eastern New York
Yesterday I visited a customer at a ski resort for an alignment demo and he asked if I would demo our tools on his actual machinery, a recently rebuilt pump that was installed by a vendor. I readily agreed as I thought this would be a good opportunity to show how easy the tool is to use on his actual machinery. After setting up on the pump and motor, we entered the machine dimensions into the SHAFTALIGN® computer and took an initial alignment reading and soft foot reading, and saved the file “As Found”. In addition to a severe soft foot condition and misalignment, I pointed out some other issues with the machines. The shims used previously were undersized for the motor feet, and the washers used under the hold-down bolts were damaged and “cupped”. Also, on two feet the bolt holes didn’t line up with the foundation bolt holes which resulted in the hold-down bolts being cocked.
I recommended that we fix each issue, all of which could be done fairly quickly. We replaced all of the shims with new precut stainless steel shims, eliminated the soft foot, and slid the lower frame laterally so we could line up the bolt holes correctly. From there we re-measured the alignment condition and made the corrections indicated by the SHAFTALIGN system.

We took one last verification measurement and got two Smiley Faces which indicated that the alignment was now within the Excellent range for 1775 RPM tolerances. They were also interested in seeing the new TABALIGN® system in action so we downloaded the TABALIGN from the Google Play Store to their Android tablet, synced it to the same sensors, and took the measurements which repeated exactly the SHAFTALIGN results. They were very happy with the results but at the same time worried about the rest of their machinery which probably has many of the same issues that we had found on this pump-motor set. They’ll be correcting all of those shortly though!
by Ana Maria Delgado, CRL
Most of us know that accurate shaft alignment will increase the life of machine components such as bearings, seals, and couplings, and thereby help prolong the life of your equipment. However, performing a shaft alignment can be cumbersome at times, especially aligning multiple machines in a machine train at once. A multi-coupling train is an alignment that should be approached carefully.
An “as found” measurement should always be taken on all the couplings before any shimming or moves are made. This will provide a clear picture of what the misalignment is throughout the whole train. It will also decrease the likelihood of ending up in a base-bound or bolt-bound situation, which is a very common occurrence when doing a machine train alignment. When the stationary machine in a train is angled on its base, the other machines in the train will need to be aligned to this angle.
The goal is to minimize the amount of movement required and still achieve excellent alignment at each coupling. The Rotalign® Ultra’s Move Simulator has the capability to show potential correction alternatives before actually performing them. In this particular alignment at a power plant, we had a Pump-Gear Box-Motor train. After taking readings at both couplings we used the Move Simulator to determine that it was possible to obtain alignment within tolerances at both couplings by only shimming and moving the middle machine. Figure 1 shows the Rotalign Ultra iS set up at one of the couplings.
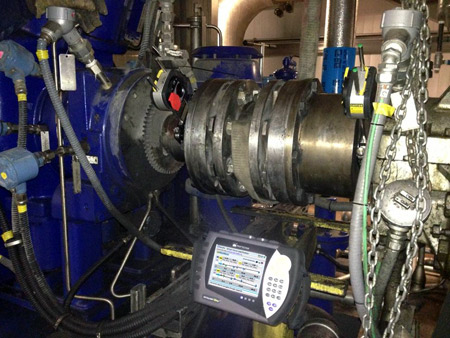
Fig. 1: Rotalign Ultra iS set up at one of the couplings
Figure 2 shows the as found readings for the machine train:
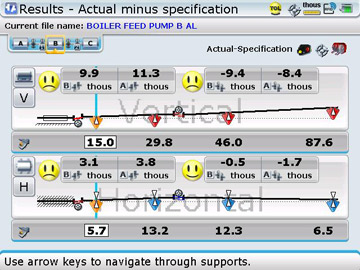
Fig. 2: “As found” alignment of the machine train
We then opened the Rotalign Ultra’s Move Simulator. Figure 3 shows the initial screen, zoomed in to just the Vertical alignment situation:

Fig. 3: Move Simulator initial screen
We proceeded to ‘simulate’ removing shims out the right feet of the middle machine (Machine B) and determined that by removing 8 mils it was possible to get the alignment at Coupling Two within tolerances. Figure 4 shows that screen:
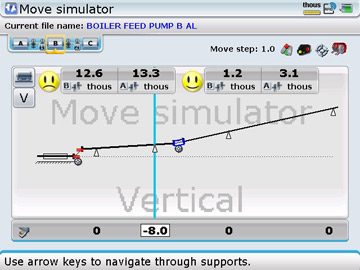
Fig. 4: After simulated shim removal of 8 mils at right feet of Machine B
We then proceeded to simulate removing shims out the left feet of the middle machine (Machine B) and determined that by removing 10 mils it would be possible to get the alignment at Coupling One within tolerances while still maintaining an in-tolerance condition at Coupling Two. Figure 5 shows that screen:

Figure 5: After simulated shim removal of 10 mils at left feet of Machine B
Shimming was executed as suggested by the Move Simulator and after one shim change and one horizontal correction new readings were taken and the alignment results shown in Figure 6 were obtained:
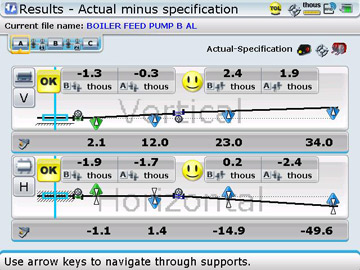
Figure 6: Final alignment after just one shim change and horizontal move of Machine B
by Adam Stredel CRL
A recent customer visit offered us an opportunity to provide dynamic measurement on a large Combustion Gas Turbine Generator package. This machine has a history of excessive vibration following startup and continuing into steady-state operations. It was suspected that the changes in the alignment condition of this machine were the reason for the excessive vibration. It was a great time to monitor positional change from field data and compare them to the OEM recommendation.
 We used the PERMALIGN® System. This laser-optical system can be used to continuously measure the alignment condition during running conditions. The measurement data will reflect the machinery’s actual misalignment behavior. These results can be used to determine the optimal alignment targets.
We used the PERMALIGN® System. This laser-optical system can be used to continuously measure the alignment condition during running conditions. The measurement data will reflect the machinery’s actual misalignment behavior. These results can be used to determine the optimal alignment targets.
The PERMALIGN monitors emit an infrared laser beam that is reflected back to a detector located in the laser head via a roof prism. The PERMALIGN monitors are positioned on the machines’ bearing housings so as to remain stationary. The roof prisms are mounted on the machines as well. Any movement of the prisms in their primary orientation results in corresponding changes in the position of the laser beam back at the detector. This change in the laser beam’s position on the detector reflects the change in the position of the prism in its primary orientation.
PERMALIGN monitors were set up to monitor the Power Turbine (Horizontal and Vertical), Generator Drive End Bearing (Vertical), and Generator Exciter End Bearing (Vertical). The PERMALIGN transmitters in the generator enclosure were mounted on pedestals fabricated for this particular machine. The roof prisms for the generator were mounted directly to the split line of the bearings. A mounting plate was fabricated from ¼” thick steel and bolted to the power turbine housing. The roof prisms were mounted to this plate. All the PERMALIGN monitors were linked to a computer and set to zero.
The data collection process was started and the machine was placed in service and loaded. The machine was allowed to heat up. The unit was then shut off and allowed to cool back to its ambient fully dormant condition. As the machine cooled, the laser tracked back to the center of the detector. The machine was restarted, loaded to 10 MW, and allowed to reach normal operating conditions.
Data collected on the generator was very smooth, repeatable, and consistent with the expected changes in the bearing elevations.
PERMALIGN data collection measured the following changes in the positions of the turbine and generator: (Results are as viewed by a laser shaft alignment system, looking at the turbine shaft from the generator’s point of view. Positive values indicate growth in the 12 o’clock direction and 3 o’clock directions.)
- Power Turbine Horizontal: +27 mils
- Power Turbine Vertical: +27 mils
- Generator DE Bearing: +15 mils
- Generator EOD Bearing: +7.5 mils
The positional changes were automatically graphed in the laser system and a set of cold alignment targets was determined. Those targets are as follows:
OEM Recommended Targets:
Target Vertical Offset: +52 mils +190mils
Target Vertical Angularity: +2.7 mils/10″ +8.0 mils/10″
Target Horizontal Offset: +51 mils 0.0 mils
Target Horizontal Angularity: +1.8 mils/10″ 0.0 mils/10″
A review of the OEM recommended targets for this machine from documentation provided by our customer indicates targets of +190 mils VO (Vertical Offset) with a specified coupling gap of 13 mils at a face diameter of 16.375″ (+8.0 mils/10″ Vertical Angularity.) No horizontal alignment targets are identified in the turbine manufacturer’s literature. The targets are to be measured and set at the load equipment coupling (generator coupling.)
Finally, the unit was aligned using the targets from the PERMALIGN test using a ROTALIGN® ULTRA iS laser shaft alignment system. The unit was started and the vibration levels were well below acceptance limits at operating conditions.
by Steve Lochard CRL
As Published by BIC Magazine December 2013 issue
“LUDECA’s staff is always cheerful, friendly, professional, and extremely knowledgeable. Without a doubt, LUDECA provides the greatest service and products.” — A training professional at a fertilizer company
For those companies considering laser alignment, LUDECA Inc. is offering the “why” and “who” to help you make an informed decision.
Why laser alignment? There are three main benefits of precision alignment:
- Reduced energy consumption: Significant power savings can be made through accurate alignment. Precise alignment eliminates reaction forces and reduces energy consumption by 10 percent.
- Reduced incidence of repairs: Mechanical seal repairs decline by up to 65 percent when precision alignment is carried out on a regular basis.
- Longer machine life: The smaller the offset misalignment, the greater the expected bearing life cycle.
Why LUDECA? There are three main benefits of “The LUDECA difference”:
- Industry-leading systems and services: LUDECA is a leading supplier of laser shaft alignment systems, geometric measurement systems, laser sheave alignment tools, and vibration and condition monitoring systems to the industry.
- Expert on-site and off-site training: Identifying and correcting high vibration, misalignment, and unbalance, and what causes a bearing to fail prematurely is valuable knowledge for your employees, saving you money in the long run.
- Free product and application support: LUDECA offers the highest quality system at the most affordable price — and with no additional support agreements — when compared to others.
“After attending a training course at LUDECA and witnessing the passion they have for their products and services, it was very clear to me they were leaders in their industry,” said a training professional at a fertilizer company. “I began to use their products in the 1990s with great success.
“I rely on LUDECA to provide the most accurate instruments and great technical support. I have called on them on weekends, nights, and holidays and have received the finest responses. Other companies have to think about the request and get back to you with an answer. LUDECA always has an immediate answer when a request is made.”
With LUDECA, the training professional feels like he is getting more than he pays for.
“LUDECA’s pricing is very competitive, and I know their products perform with excellent precision,” he said. “At one of our sites, a laser alignment system was purchased from another company and it stayed in the closet most of the time as it would not function, giving the mechanics headaches. With LUDECA, I know I am receiving the best.”
“Our customers are our No. 1 priority, and they understand we will take care of them,” said Frank Seidenthal, president, LUDECA. “We want to make an emotional connection with our clients. It isn’t just the product purchase. We are here for anything they need after the purchase.”
by Ana Maria Delgado, CRL
It is a good idea to complete a few pre-alignment steps prior to conducting any alignment activity. For instance:
- Verify a possible misalignment condition by using a condition monitoring technology such as vibration analysis or thermography when possible. This will help to identify the type of misalignment condition that is present, and any other conditions that could prevent a successful alignment. This may prevent unneeded work activity.
- Conduct a visual inspection to identify foundation deterioration, grout quality issues, broken bolts, cracks in the machine feet or base, etc. These issues should be corrected before any alignment activity is started.
- You may wish to take a current power consumption and vibration reading on the equipment prior to any alignment activity and another set of readings after the machine has been properly aligned. This will document reductions in harmful vibration as well as the energy required to operate the equipment resulting from improved alignment.
- Consideration should be given to thermal growth. Accurate thermal growth values should be determined and used during the alignment process. This will help ensure that the equipment is properly aligned during normal operating conditions.
by Trent Phillips
How important is belt alignment?
Misalignment can occur between the driver and driven components no matter what mechanism is used to couple them together. This includes belt-driven equipment as well. Unfortunately, proper alignment of belt-driven equipment is frequently considered non-critical and often forgotten about by maintenance departments. Belt misalignment is one of the main causes of reduced belt life and other equipment reliability issues that result.
Sheave misalignment and many other belt defect conditions can be detected with proper vibration analysis techniques. Characteristics such as 1×, 2×, and other multiples of belt frequency will be evident to the vibration analyst depending upon the specific type of belt defect present. For example, sheave misalignment usually results in high axial vibration at shaft turning speed in both the driver and driven equipment.
How do you prevent belt misalignment and the unwanted reliability issues that result?
The best method is to use a laser alignment system designed specifically for this type of application. This technique will provide a very accurate, inexpensive, and labor-reducing method to ensure the belt-driven equipment in your facility is properly aligned. Maintenance employees can be trained very easily and quickly to incorporate proper laser belt alignment techniques into their everyday maintenance activities. The return on investment is very quick with this type of laser alignment system.
How does a laser pulley alignment system designed specifically for belt applications work?
Systems such as the Easy-Laser XT190, DotLine Laser, and SheaveMaster use a special line laser and detector/targets to help you achieve correct belt alignment. Detector/targets are placed on one sheave and the laser tool is placed on the opposite sheave. The laser is projected onto the detector/targets. This permits a quick determination and correction of unwanted angular, offset and twist misalignment conditions that may exist between the sheaves. One employee can easily and quickly determine and correct belt alignment conditions using this type of process.
Belt-related defects can have a great impact on your equipment reliability. Don’t ignore best practice belt alignment techniques and induce unwanted reliability conditions in your equipment as a result.
by Trent Phillips
Many people believe that all they need is a good flexible coupling. They believe that flexible couplings will eliminate the need for performing proper machinery alignment. Nothing could be further from the truth!
Coupling manufacturers provide the allowable misalignment values of the couplings they provide. These tolerances only tell you what the couplings can withstand but do not take into consideration what the coupled machines can withstand. The coupling may be able to tolerate a lot of misalignment, however, components in the machine-like bearings and seals may not be able to tolerate the same amounts of misalignment. Even though the coupling is flexible and may be able to withstand a lot of misalignment, the stresses of misalignment are still transmitted to the components in the machine causing premature equipment failure. Good equipment health means completing best practice machinery alignment. The reason why some flexible couplings are built to withstand so much more misalignment than what the machines can withstand is so that machines that experience substantial positional changes from operational load stresses or undergo a lot of thermal growth can be misaligned in the cold and stopped condition to compensate for these anticipated changes.
by Trent Phillips
One thing regarding Pre-Cuts is that the 4 thicker thicknesses (in all sizes), .050″, .075″, .100″, & .125″ are NOMINAL thicknesses, so the marked value may NOT necessarily be the actual thickness; therefore you MUST measure them to be certain that you know the actual thickness.
There are many different brands on the market. Some have closer tolerances to the nominal thickness than others. Some are very “liberal” in the actual vs marked thickness. Some brands mark them with the actual value to the nearest .001″ (example .102″ or .076″ vs. .100″ or .075″. I have seen some that are marked to the nominal thickness to be off by as much as .005″ from the marked nominal value.
This is important to know because if you “assume” that the marked thickness is the actual thickness, you may be adding or removing the wrong amount when making shim changes, or creating a Soft Foot condition. It is always a good idea to measure each of the four thickest shims.
Another thing to look at with Pre-Cuts is the edges of each shim. One Brand CONSISTENTLY has a ridge on either side; I have measured this ridge to be as much as .005″ thicker on the edge than the rest of the shim. This shim will produce a Soft Foot that you can’t get rid of on all four feet. It’s like inserting leaf springs under the machine’s feet.
Conclusion: Pre-Cut shims’ quality can vary greatly. Poor quality shims can make the alignment process very difficult. Be careful which one(s) you select!
Thanks to Roy Loop with The Rueck Company for this valuable post.
by Ana Maria Delgado, CRL
Typically, the need for shaft alignment will be identified from high vibration or thermal data obtained from running equipment, or any time a new installation takes place.
Although there are many methods of measuring misalignment between two shafts, a laser system will help the millwright perform the job accurately and in a timely manner. By definition, shaft alignment means to align two or more rotational centerlines, so that they are colinear at the coupling point under operating conditions.
A laser shaft alignment system should provide the user with an easy user interface. It should allow the user, with a simple rotation of the shafts, to measure the relative misalignment between the rotational centerlines of the shafts.
After the misalignment is identified, the laser system should calculate the necessary corrections to bring the machines within the desired tolerances. The laser system should also help in measuring soft foot on each of the machine feet, by providing an accurate value of the effect the foot has on the bearing alignment within the machine. It should also help to compensate for machine thermal growth or alignment targets provided by the manufacturer or company engineer.
A proper laser shaft alignment system will help reduce labor hours allocated for machine alignment and provide proper documentation of the work done.
by Adam Stredel CRL
We have a strong focus on our predictive maintenance training program of which laser shaft alignment and vibration monitoring play a very important part for us and all the local manufacturing businesses that we serve. Using LUDECA’s support and more intuitive tools like the SHAFTALIGN® and the VIBXPERT® we find that we can better prepare our students in ways that we could not accomplish before. Our purpose here is to prepare our students for all of the new challenges in the predictive maintenance field and LUDECA helps us accomplish our goal.” —Bert H, Central Carolina Tech

by Ana Maria Delgado, CRL
Take a look at these pictures and see if you can figure out what is wrong with each machine relating to alignment and precision maintenance. These are actual machines we have recently encountered in the field and thankfully we were able to correct them before additional damage occurred.
1. Here is a motor that is turning a fire pump from an alignment recently performed with the Rotalign® Ultra iS. Surely we don’t want a fire pump to fail when it’s needed. How many things can you find wrong in this picture?

Answer: Many times a spacer is needed to raise one machine up to meet its counterpart. Here they used cut steel tubing. By doing this they changed the shape and surface area of the machine’s load zone creating a soft foot which in turn distorted the motor frame. This distorted the internal bearing alignment putting a pre-load on the shaft and also affected the air gap between rotor and stator. Another issue was the paint job, it was done after the alignment was performed. This is a common error trap that allows paint chips to get in between the shims and feet creating another form of soft foot. Spacer blocks should be precision machined to properly raise a machine to within 100 thousandths lower than its counterpart. They should be the same size as the foot or larger. Download our Shimming Guide for more details.
2. This one should be obvious, what do you think is wrong here?

Answer: Plain and simple, with a proper and full shim kit, one should be able to leave an alignment with 3 or fewer shims under each foot. Every time another shim is added another air gap is created where oil, dirt, rust, and other materials can be lodged creating a soft foot. In this example, you can also see different-sized shims being used and a strange gap directly under the foot. It’s not pictured but the last aligner used a thick washer to help with the alignment. Always use a micrometer to double-check the thickness of your shim correction. Download our Shimming Guide for more details.
3. Last one… What do you see wrong in this one?

Answer: This one is an excerpt from our Shimming Guide, download it now and see the answer in full detail.
Thanks to Deron Jozokos with Shoreline Reliability, our solutions provider for New England and Eastern New York, for this great post.
by Ana Maria Delgado, CRL