How do you obtain the desired return on your assets? Availability, maintainability, and reliability are foundational elements required for a proper return on your equipment. Condition Monitoring is a tool that can help you build these elements and obtain the desired returns. Condition Monitoring can be completed while equipment is running to maximize uptime and help provide better overall reliability. Conditional changes can be identified before functional failures that result in downtime occur, preventing other unwanted consequences.
Unneeded work can be avoided (unnecessary PMs, failures, etc.), and better planning and improved scheduling achieved through CM.
Use Condition Monitoring as a means to build a solid foundation for your facility!
by Trent Phillips CRL CMRP - Novelis
Companies spend lots of money, time, and effort on systems to document what needs to be done, what should have been done, failures that occurred, etc. Unfortunately, these systems usually show and document the point of failure (F) and not the point of conception (P) for a problem. These are examples of downtime systems and are important for success.
Does your company invest in uptime systems and processes? What is an uptime system or process? These systems help your facility identify the point of conception (P) of a problem. This is very important because it means your facility has more time to mitigate a problem before it results in unwanted consequences (injury, downtime, increased costs, poor quality, less main profit, etc.)
Condition monitoring (CM), reliability efforts, proper planning, and scheduling, kitting, effective PMs, reliability-based engineering, etc., will reduce the amount of information that must be entered and tracked through the downtime systems that have been heavily invested in. The results can be extremely rewarding.
What uptime systems and processes does your facility utilize?
by Trent Phillips CRL CMRP - Novelis
March 2016 · Empowering Pumps Magazine
“Work smarter, not harder” is a statement we have all heard before, but who has the time to think about smarter ways to work when there is so much work to be done? Some maintenance professionals are so busy trying to keep their operation running smoothly that they often address equipment issues “reactively”. This might make maintenance teams feel more like “firemen” as they respond to in-the-moment needs. So how does a company become less “reactive” and more “proactive”?
Read the full article: Maximize Uptime with Asset Condition Management to better understand the key components of an Asset Condition Management (ACM) Program and how core technologies like Alignment, Balancing Vibration Analysis, and Ultrasound Testing can help you increase uptime.
by Dave Leach CRL CMRT CMRP
Guest post by Karl Hoffower – Condition Monitoring and Reliability Expert for Failure Prevention Associates
Location and placement of your sensors are crucially important when doing predictive vibration analysis.
1) Below is an example of proper sensor installation on a cooling tower gearbox. These two sensors are placed in different directions to follow both the gearbox vibration as well as indicate if the fan blades become unbalanced.
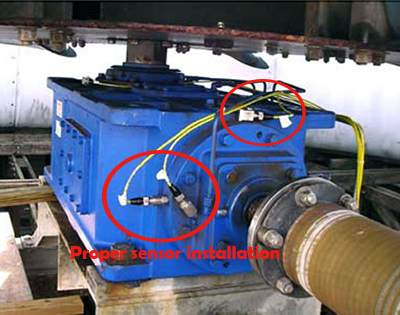
Read Vibration Sensors for Cooling Towers case study from CTC for details on proper sensor installation on cooling towers.
2) This example of poor sensor placement is on a vertical motor using a belt drive for a fin fan.
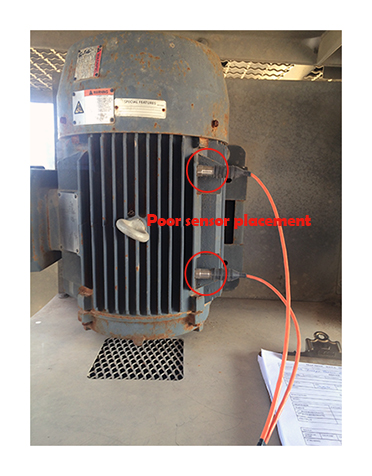
PROBLEM
- The vibration sensors pictured on the left are attached to one of the motor fins. Watching these sensors, one could visually see the fin and sensors oscillating as if on a trampoline.
SOLUTION
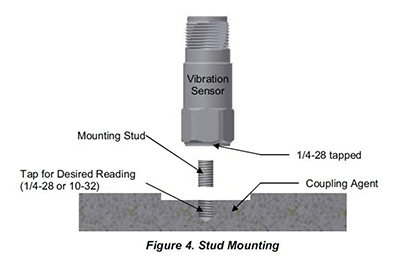
- The choices are to face, drill & tap (see figure #4 below).
- The other option would be to epoxy a mounting pad to the bearing housings. Then screw the sensor into the mounting pad.
3) Another example of poor sensor placement on a 4-20mA shutdown switch on a gas recipient compressor at a facility in Texas.
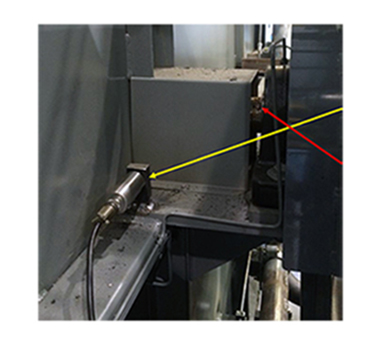
PROBLEM
{kind=link}
- The vibration sensor (yellow arrow) is a 4-20mA accelerometer used for asset protection in an automatic shutdown setting. It is monitoring the overall vibration levels emanating from the bearings and shaft (red arrow).
SOLUTION
- The better choice would be to use a mounting pad attached to the pillow block bearing.
by Yolanda Lopez
Reposted from RELIABILITYWEB®
- Assemble a team and identify applications for a program
- Justify needs by recognizing key areas where improvement can be benchmarked
- Set written goals for the program
- Establish how ROI will be measured
- Purchase quality ultrasonic inspection equipment
- Invest in certification training at both management and user levels
- Choose a leader to technically carry the program forward
- Establish a system to reward the successes
- Frequently review the progress as part of regular meetings
- Ensure everyone involved is 100% mentally invested in the program’s success
Tip from Hear More: A Guide to Using Ultrasound for Leak Detection and Condition Monitoring by Thomas J. Murphy and Allan R. Rienstra.
To learn more about airborne ultrasound, download a chapter preview of Hear More.
by Allan Rienstra - SDT Ultrasound Solutions
Does your maintenance staff have to wait on parts, wait for the equipment to be available, search for tools to do their job, work lots of overtime, travel long distances to the job, etc? Most maintenance staff work in pairs. This means that when you see one of your maintenance staff struggling to do his job, then his counterpart is struggling as well. What is the result? You may have a hidden cost (twice the labor) that you did not realize!
What can you do to avoid this? Make sure that your work is correctly planned. Job plans should be created, and be accurate and available. The required parts should be staged once the work is planned. Machine drawings, special tools, permits, etc., required to complete the maintenance activity should be identified in the job plan and be available as part of the job kit. Once all of this is done the work should be scheduled. These steps will help your maintenance staff focus on work and not on searching for the resources they need to complete their assigned maintenance tasks. You will save money and have more reliable equipment.
by Trent Phillips CRL CMRP - Novelis
Did you know that equipment PMs (Preventive Maintenance) tend to become more expensive over time? Why does this happen? For example, additional maintenance steps tend to be added to a PM as time passes. The machine configuration (design installation) changes and the PMs are never updated to reflect these modifications. Some PMs are not written correctly in the first place. All of this means that unnecessary maintenance is performed on your machines costing a lot of resources and money for a very long time. These are just some of the reasons PMs can be costly.
RCM and FMEA functions usually cost more money upfront and tend to be avoided as a result. However, these functions can clearly identify what maintenance actions should be performed on equipment and guide you to steps that will avoid maintenance issues. Condition Monitoring is another tool that works directly with RCM and FMEA functions to reduce PM activities and drive better equipment performance and reliability. These activities may cost more upfront versus a PM but will be much more cost-effective in the long run.
by Trent Phillips CRL CMRP - Novelis
Can a Reliability Engineer or Reliability Manager make a facility or organization reliable? This is a very important question that may be worth discussing within your organization to ensure proper expectations and success.
A more practical definition of reliability may be:
Equipment performs the way you want it to when you want it to”.
Reliability is very easy to define, stuff but achievement of this simple goal is complex and unfortunately unattainable for many organizations. Reliability requires a holistic approach that involves the complex interaction of Maintenance, see Operations, Supply Chain, Engineering, Procurement, Management, Process, and Vendors. Consistency, focus, and strategic implementation directly correlate to the success of any effort and this is true for your reliability efforts. Therefore, a consistent and strategic top-down focus is required from management and throughout each of these groups. Organizational misalignment leads to competing groups and will make sustainable reliability within your organization extremely difficult, and maybe even impossible to achieve.
Reliability Engineers and Managers can support reliability through leadership, training, tools, etc. However, the answer to the question is that everyone within your organization is responsible for reliability. It is critical that everyone within an organization understands this and that reliability is made a goal for each of these groups with defined metrics to track understanding and achievement.
So, who owns equipment reliability in your plant? The answer is Everyone!
by Trent Phillips CRL CMRP - Novelis
Often, welding operations such as MIG and TIG will be occurring in the presence of your laser shaft alignment system. The question often comes up: will this light energy damage the optics? The answer is no.
However, if you must weld in the presence of your laser alignment system, a greater source of damage could be from the heat, sparks, and electrical energy that is emitted from the process. We do not recommend leaving equipment attached to anything being welded due to these dangers. Welding is like having a continuous lightning strike occur and electrical voltage differences and resulting magnetic fields could cause electrical damage. Remove your equipment to protect it from such hazards.
As far as light energy goes, OSHA has standards for minimum eye-protective shade numbers ranging from “4” for gas welding to “11” for shield metal arc welding and finally up to “14” for carbon arc welding processes. NASA recommends a number “14” for directly viewing solar eclipses. All of this is for protecting the human eye, which is less resistant to damage from light than a laser detector. A laser detector is designed to continuously absorb direct laser light energy over a continuous period of time. This is far more light energy than the human eye would encounter from arcs and sunlight with proper protective gear. Warning labels caution you not to stare directly into the laser beam!
Many laser alignment systems have a special protective coating on the detector that is optimized for the specific laser wavelength of light it is intended to detect. This helps prevent interference from the bright sun from causing measurement errors. Many laser systems are used in bright sunlight, and some work better than others under such conditions. Since the welding energy would at most be of the same intensity as direct sunlight, this would most likely not cause damage. Of course, you could also put the protective caps on to be completely safe.
by Daus Studenberg CRL
Most companies focus on repairing equipment after some functional failure has occurred and getting the equipment operational again. Is that the primary focus of your facility? Different studies have been completed by different organizations, which, while the percentages are different, all point to some very consistent and vital information. Design (engineering), installation (contractors, internal resources) and operation of the equipment all introduce equipment defects and drive reliability in your facility. Maintenance cannot overcome poor design, installation, and operation. Your maintenance staff can only deal with (repair) the consequences.
Your reliability efforts should be focused on preventing the introduction of defects in your equipment. This will help ensure equipment reliability leading to lower maintenance costs, increased capacity, and other positive results. Ensure that your equipment is designed, installed, and operated with reliability in mind. Make sure that you focus on the prevention and elimination of equipment defects as well.
by Trent Phillips CRL CMRP - Novelis
The Mars Climate Orbiter was launched by NASA on Dec 11, 1998, to study the Martian climate. On its arrival at Mars on September 23, 1999, communication was lost shortly after an orbital insertion maneuver was performed.
The cause of the failure was a lower than anticipated altitude with a resulting burn-up of the orbiter. It was entirely due to human error. The error occurred because one piece of software entered the required force in pounds and a separate piece of software interpreted this as newtons. The result was a $125 million dollar lesson on the importance of consistency in units.
When performing an alignment, consistency with measurement units is the key to preventing costly errors. We recently conducted a training class for a company that worked on the metric system. Our alignment systems allow for easy conversion “on the fly” between imperial and metric units, so we simply operated everything in the metric system. We then started noticing that some students were taking much longer times on their alignments than usual. It became apparent they were misinterpreting the values of the shims, which are expressed in “thou” and thought they represented some form of a metric value. Fortunately, it was not a $125 million mistake as this can simply be a lesson to be learned in training.
When working with different units, consider all of the stakeholders involved in the project. Who will operate the tool? Who will make corrections? Who will interpret whether or not the alignment is acceptable? You will have to determine which units of measurement will be the standard for the entire project. Fortunately, if someone makes a mistake with units for corrections, they will most likely not see the alignment improving. However, if there is a mistake on units for acceptability criteria, this could be dangerous. There is a big difference between 1 mm and 1 thou! Avoid multiple conversions for the alignment process. Standardize on one set of units and remain consistent for the whole project. If there is a need to convert units during the alignment, make very sure everyone understands when this happens and why this is the case.
by Daus Studenberg CRL
Maintenance and reliability professionals track many key performance indicators (KPI’s) to measure the success of their efforts. These indicators can be overwhelming but are necessary to confirm the proper direction and achievement of desired results.
It is important that your CMMS (computerized maintenance management system) has the ability to categorize work orders. Condition monitoring work orders should be categorized by main types and by sub-types (vibration, lubrication, thermography, ultrasonic, electrical, etc.) upon creation within the CMMS.
Your CM and Reliability team should actively track condition monitoring work orders by total created, their type (vibration, lubrication, etc.), status (in process, scheduled, completed, etc.), the average length of time to completion, rejection results, and so on.
These indicators will allow you to ensure that a healthy amount of CM work is available and that this work is given priority, being properly planned, scheduled, and executed. It does no good to detect and report a conditional change in equipment only to have it ignored, not properly repaired, and then result in a functional failure.
Additionally, technology alarm status can be compared to open corrective work orders in your CMMS. For example, a corrective work order should exist addressing each severe alarm condition (red) reported by a CM technology. If a corresponding work order has not been created, then you should ask “Why”? Is it due to a bad technology alarm? Did the CM analyst miss something or fail to report the condition or repair? Or did the planner or scheduler simply overlook or ignore it?
Monitoring these indicators can help ensure that your CM program is providing continual results that will move your reliability efforts forward.
What indicators do you track to determine success with condition monitoring efforts within your company?
by Trent Phillips CRL CMRP - Novelis
It’s a cruel reality but in a business-minded world, companies are concerned with only one topic: PROFIT. And there are two ways to go about maximizing profits: Either increase the number of sales or decrease the total costs.
One aspect of business that has a significant impact on a company’s profits is expenses incurred due to equipment failure. Yet the maintenance cost for down equipment is just a piece of the pie that comprises the total costs and often the expense of parts and labor to repair the machine can be one of the smaller costs. Other more significant costs include lost production, contractual penalties, consequential damages, and liability for injury, all of which can exceed the cost of the repair itself. One way to decrease a company’s machinery failure rate and thereby increase profits is through proper alignment. Good alignment allows machines to run more efficiently, consuming less power and increasing output. Power loss (or power savings) is only a ‘small piece of the saving pie’. However, it will be always significant. For instance, alone a 30 kilowatt per hour reduction in power consumption on a large compressor train at $0.06 per kWh can save you up to $15,768.00 in electricity per year.
Precision alignment pays by reducing operating costs, and downtime costs, improving machine reliability, and increasing uptime and profits.
by Tim Rogers CRL
- Right safety procedures before you balance.
- Right machines to balance.
- Right balancing procedure.
- Right balancing tool.
- Right balancing tolerances ISO or API.
- Right data collection
- Right weights.
- Right weights locations.
- Right corrections.
- Right balancing report.
Download [Infographic] 5-Step Balancing Procedure
by Ana Maria Delgado, CRL
WIP is an acronym for “Work In Progress”. An example of WIP is when the widget must progress through different production processes that change fit form or function before reaching a stage of final completion and readiness for shipment to the end-user. Work management is required to ensure the widget moves through these stages at the proper time and under the correct conditions. Most production facilities have some type of WIP that is followed.
Maintenance activities must follow a WIP process to ensure success as well. As the graphic below illustrates maintenance work should start out as a maintenance request and progress through the critical stages shown below before competition. Each stage must be closely monitored to ensure that bottlenecks do not exist or stages are bypassed as the work is started and executed.
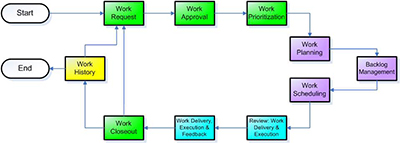
The goal is to ensure that the Right Work is done at the Right Time and in the Right Way. Feedback and work history make the final steps in the execution process to help ensure any improvements are known and implemented.
Do you WIP your maintenance process to ensure proper execution of work?
by Trent Phillips CRL CMRP - Novelis
Management and co-workers do not always understand why Condition Monitoring (CM) Analysts spend so much time in an office looking at a computer screen. What are they doing? What does that have to do with condition monitoring activities, equipment repairs, and reliability efforts? Why are they not in the field collecting data?
Why are they not working on equipment maintenance? Unfortunately, these misconceptions often result in a perception that CM Analysts are not doing their job and they are pulled back into routine maintenance activities or assigned other work tasks.
The reality is that four critical steps must be consistently completed by a CM Analyst for the program to be successful. First, valid data must be collected with the CM technology at proper measurement intervals. Second, the collected data must be properly analyzed. Third, the findings must be promptly reported in a meaningful way to those responsible for planning, scheduling, and completing the CM results. Fourth, the database(s), measurement methods, and equipment information must be constantly updated. Additionally, routine research is required to ensure that proper measurement and analytical techniques are being applied, needed information is available, etc.
Successful completion of the critical steps outlined above requires time in an office environment using a computer. Not allowing your analyst(s) this necessary time will ensure failure and result in needless reliability issues. An old rule of thumb is that for every hour a CM analyst spends in the field it will require an hour in the office processing that data, reporting the findings, etc., as explained above. The time in the office can vary depending upon how well the CM database is set up with proper alarms and measurement criteria. In addition, the analysis software, CMMS software, and other resources can be a critical factor in determining how much office time is required.
The point is that an analyst requires office time to properly process, report, and maintain his CM efforts.
Otherwise, the CM program is certain to fail. Provide time for the analyst(s) to do the job being asked of them or don’t be surprised when these efforts fail.
by Trent Phillips CRL CMRP - Novelis
As Published by BIC Magazine December 2015 issue
A world-class reliability program is not achieved overnight, yet you must start somewhere. Your first step is to vest your entire human capital in its success. Reliability is a culture, not a goal, and it flows from the top down.
Therefore, executive sponsorship with integrity and enforcement is a must. Obtain buy-in to the culture of reliability from everybody in your organization, or the effort is doomed to fail. Start with this realization, and your reliability effort will ultimately succeed, and you and your stakeholders will reap its rewards.
The reliability workflow must be well organized and underpinned by a Computerized Maintenance Management System (CMMS). Let’s look at how it works in a world-class program.
Ultrasound analysis detects a bearing fault in a critical motor early in the P-F curve. The analyst enters this data in the CMMS and trends it. The analyst decides to request a work order with recommendations. This is Stage 1 in the work order process.
The work order is now reviewed by both maintenance and operations, thereby ensuring buy-in from operations as well. This is Stage 2. This review process ensures only truly needed or valuable work is approved. Also, older open work orders can be combined with this one to further streamline planned activity on the asset. For instance, an earlier work order was created to align the machine, but the work was never carried out, resulting in the bearing damage the ultrasound analyst has now detected. The review process would catch the older open order and add it to the present order. This would prevent the millwright from going out to align the machine tomorrow only to have a repair technician go out the following week and repair the motor but do no alignment on it. This review process tries to eliminate inefficiency, duplication, and detrimental work sequences.
Stage 3 assigns the work order to the maintenance planner for action. Only approved and truly necessary work enters the planner’s backlog. The planner ensures work is properly prioritized. Two things are needed: The criticality ranking of the asset (ascertained from systems’ criticality analysis) and its operational criticality. Both of these factors can be multiplied together to create a more accurate prioritization of the workflow. The planner creates a new work plan if needed and should consult with maintenance supervisors and technicians; valuable insights may be gained into what parts, tools, and equipment should be specified in the work plan. Next, the planner orders the maintenance, repair and operating materials (MRO) spares, and tooling required to complete the job and verifies the parts are available and kitted (best practice). The planner should not concern himself with scheduling.
Now on to Stage 4: assignment to the scheduler. The scheduler allocates the HR and necessary time to accomplish the task, with a cushion for unforeseen complications. He too should consult with the maintenance supervisor and technicians to obtain cooperation and buy-in to the schedule. Coordination with operations is crucial. Operations “owns” the equipment and must sign off on the schedule to bring the asset down.
Stage 5 assigns the order to the appropriate maintenance and electrical supervisors, who in turn assign specific tasks in the work plan to their respective repair technicians, electricians, and millwrights, and verify MRO spares has delivered the parts kit to the proper location.
Now the work order enters Stage 6: the work execution phase. Once the technicians have completed the work, they report to their supervisors, who return the asset to active duty status in the system. Operations is notified the asset is ready for service, and MRO spares is notified of any unused parts and supplies that should be returned and reintegrated into the MRO spares inventory. Technicians and supervisors should feed their observations and data into the CMMS system.
Stage 7 sees the ultrasound analyst performing follow-up data collection on the asset to ensure all is well. The work now goes back to the planner to be formally closed. This ensures all important data has been accumulated and distributed within the system, enabling key performance indicators to be updated.
As good data accumulates, reliability engineering will use it to improve the entire reliability and maintenance process, discover frequent failure patterns, identify training needs, drive out defects, streamline production and help to improve the design process. As the plant becomes more efficient and productive, greater resources can be allocated to defect elimination and strengthening condition-based maintenance technologies, further impelling the transition to a proactive, reliability-centered culture. Reliability is a never-ending journey of continuous improvement.
by Alan Luedeking CRL CMRP
Guest post by Jeff Shiver, Founder of People and Processes, Inc.
As a maintenance planning and scheduling professional, I am often asked how to schedule maintenance activities when production is 24/7 or 24/6. An important question is whether the 24/7 operation is driven in part by a lack of reliability or if the organization is proactive and actually capacity constrained. In either case, the challenge is finding windows for work with the equipment stopped or shut down.
- Failure to identify smaller windows for work
- Give work to operators
- Lack of partnership between the operations and maintenance group
- Get the work done right
- Make resources available
- The right focus on preventive maintenance (PM)
- Identify failure
- Act, don’t react
- Don’t defer PM tasks
- Failure to take advantage of unplanned downtime for proactive work
- Manage the backlog
- Lack of effective coordination between the crafts
For more details, please read the full article.
by Yolanda Lopez
Have you ever considered what your company’s definition of “maintenance” maybe?
Unfortunately, within many organizations “maintenance” is simply synonymous with “fix-it”. Maintenance is derived from the word “maintain” and that concept is critical for equipment reliability. Basically, your goal should be to maintain your equipment to some standard and functional ability. When equipment is allowed to reach a point of breakdown, then we have actually failed to maintain it.
How do we maintain our equipment to standards for performance, safety, quality, etc.? Here are four examples:
- First is design.
- Second: proper installation.
- Third: good operation – Improper operations can result in breakdowns and the inability of a machine to meet the defined standards.
- Fourth: precision maintenance skills, condition monitoring, planning & scheduling, and execution of the foregoing are required to maintain equipment and ensure it can meet functional requirements upon demand.
Always remember your maintenance department cannot overcome poor design, improper installation, incorrect operation of the equipment, and improper maintenance execution (poor craft skills, bad planning and scheduling, and so on). These things will result in repeated repairs (“fix-it”) and extra costs to meet the desired standards (operation, safety, quality, etc.) Properly maintaining equipment requires the involvement of many individuals and groups within your company.
Perhaps some discussion about the definition of “maintenance” may create opportunities for improvement within your company.
Visit our Knowledge Center for resources and tools to help you succeed when implementing and using our maintenance technologies! Watch our video tutorials, download infographics, plus explore other helpful information to reduce equipment failures and downtime.
by Trent Phillips CRL CMRP - Novelis
I recently participated in an alignment done on a boat. The alignment was between a diesel engine and V-transmission connected by a cardan shaft.
The Challenges:
- The offset between the gearbox and motor was a little over 1 inch.
- Aligning the engine to the transmission without removing the cardan shaft.
- Alignment is difficult because it has to be done while the boat is in the water, which means conditions can vary as the job is being performed.
The Solution:
- Use a ROTALIGN® ULTRA laser alignment system with compact magnetic brackets, which allow mounting the components even in very tight spaces. See Figure 1.

Using the Multi-point measurement mode allows measuring accurately even with the waves affecting the stability of the boat. This measure mode allows us to increase the number of points collected at each arbitrary measurement position. Multi-point also lets us use the “InfiniRange” feature which allows extending the measurement range of the detector during a set of readings, thus making it very easy to cope with the large misalignment across the cardan shaft.
by Carlos Bienes CRL