Do your washers resemble cones?
If so, you could be falling victim to a common headache experienced in some shaft alignment jobs. What could mistakenly be diagnosed as soft foot or coupling strain, “dished” or “cupped” washers center themselves in the feet causing the machine you are aligning to move laterally as you tighten the hold-down bolts. Prevent this from happening by performing pre-alignment checks and replacing any washers that exhibit this defect. Also, check the surface of the machine feet for similar grooves that have been cut by washers in the past. These grooves can also cause this effect and make your alignments challenging.
Related Blog: The Impact of Washers on Shaft Alignment
by Diana Pereda
As stated by Daniel Keys Moran, “You can have data without information, but you cannot have information without data.” The driving factor for any reliability program is data; but how do you gather and record the right data to achieve your maintenance and reliability goals? By documenting and generating clear reports with the necessary data. This will permit statistical trends to be developed that can improve uptime and productivity as well as justify repair or replace decisions.
First, let us look at what information should be gathered and documented, followed by how and where you should store the data so that you can use this data over time to develop trends and Key Performance Indicators (KPI’s) to drive your reliability program forward. Harness the data coming out of your maintenance operations and turn it into actionable information that will make a difference in the way you work and what you accomplish.
What data should be captured?
The following list describes the equipment and information that is necessary to make informed decisions and drive the improvement process forward in a maintenance program:
- Instruments used for measurement
- Person(s) completing the task(s)
- Description of the asset
- Date and time
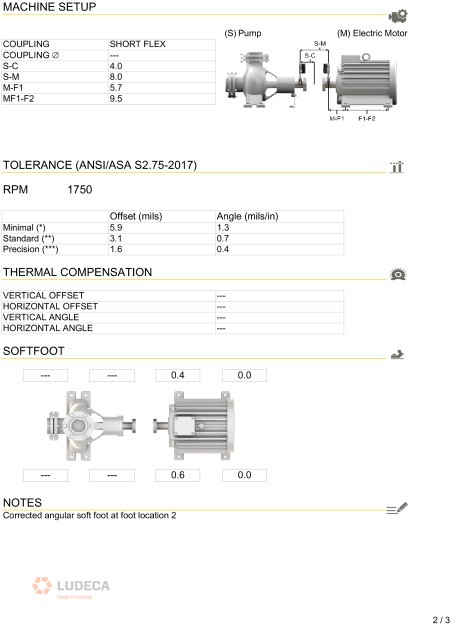
- Tolerance requirements
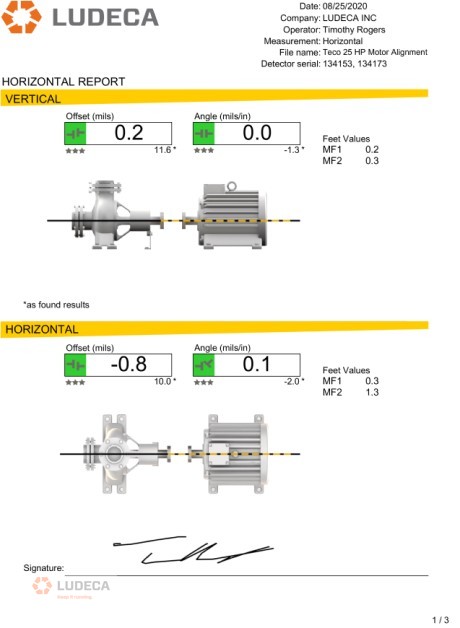
- As-Found and As-Left measurements
- Reference to the standard used
- Appropriate signatures

Where should my data be stored?
Now that we’ve assembled the needed information, we need to store this data in a way that we can easily access it and refer back to it to identify problems and develop solutions. The preferred storage location should be within your company’s CMMS (Computerized Maintenance Management System.) If your CMMS is configured properly, you may be able to store the As-Found and As-Left measurements directly in the work orders to trend them, thereby allowing the CMMS to automatically create work orders when an asset is out of tolerance. The next alternative is to link the report to a work order and/or asset, allowing the information to be easily accessed within your company. If you don’t have a CMMS, another option is to create a folder structure on a shared drive where the reports can be saved. Keep in mind that there should be a consistent naming structure that is followed by everyone with access to the shared drive so the reports can be ordered correctly and easily located. This will require some training.
What are the Key Benefits?
The goal of any maintenance organization should be asset management with the equipment operated and maintained in a cost-effective manner. Creating detailed reports starting from when the equipment is first installed and continuing throughout the life of the asset allows you to predict when failures may occur so that you can effectively plan and correct the issue in the most efficient manner, in advance of an unplanned failure. With the right data gathered and properly stored, organizations can analyze and develop maintenance strategies to ultimately increase equipment availability, decrease production downtime and generate greater profits for the company. These detailed reports allow communication between operations and maintenance and drive continual improvement throughout the organization by identifying, mitigating, or preventing losses. Ludeca provides a wide range of reliability technologies that generate detailed reports that can be easily shared within an organization to help you “Keep it Running.”
Visit our Knowledge Center for resources and tools to help you succeed when implementing and using our maintenance technologies! Watch our video tutorials, download infographics, plus explore other helpful information to reduce equipment failures and downtime.
by Diana Pereda

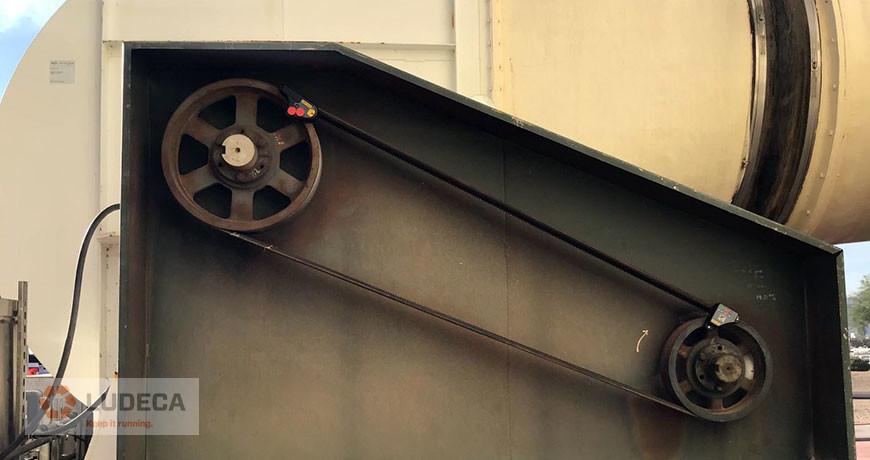
Belt-driven rotating equipment is commonly found in all types of facilities. Typical applications include rolls, fans, motors, shafts, and blowers. It is important to maintain that equipment in order to increase its reliability. Maintenance is essential in today’s industrial environment to ensure assets and equipment are running as reliably as they should.
Like any part that can wear over time, belt-driven equipment should be periodically inspected. This includes the inspection of the pulleys, sheaves, and belts. Worn belts and sheaves should be replaced. Belts should be properly tensioned and the equipment aligned.
It is important to have quantitative values so that the condition of the machine can be evaluated and monitored over time. One way this can be accomplished is through ultrasound and vibration readings. Another value that can be quantified is alignment and belt tension. Belt tension is commonly quantified by force and deflection and determined during the installation of a new belt.
Pulleys and sheaves be should be properly aligned. However, the most common methods rely on pass/fail methods. This includes straight edge and visual laser guides. While they are better than not performing an alignment check, how does one quantify the degree to which the alignment is accomplished? In the same way that it is important to quantify shaft alignment, belt alignment should be quantified as well. This supplies numerical information which the reliability engineer can trend and decide the condition of, in order to plan, rather than react to a maintenance operation.
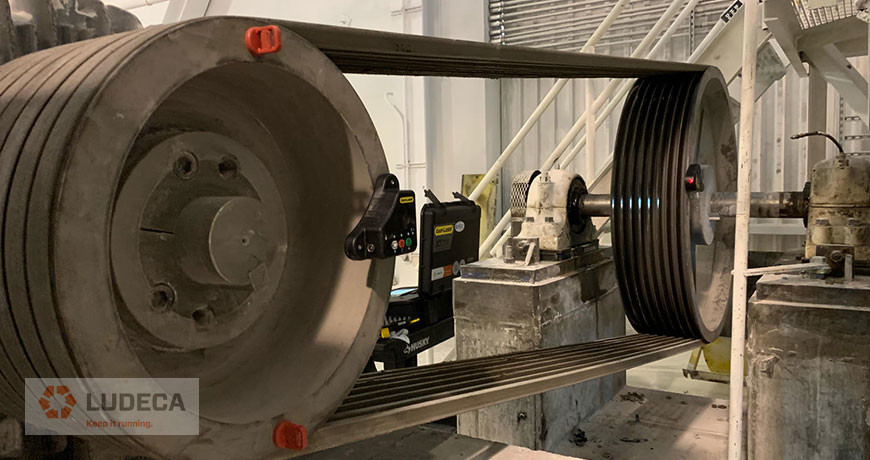
Our Easy-Laser XT190 belt alignment tool can carry out this task and supply numerical values for the current belt alignment condition. A laser transmitter and receiver are placed on the sheaves and pulleys to be aligned. The results are instantaneously projected through the iOS and Android app to supply the current alignment condition in real-time as well as the required corrections. An added benefit is that the users typically only need to access each pulley without having to pull the entire coupling guard off (provided proper lock-out and tag-out procedures are followed). With this advantage, one does not need to visually figure out the alignment as it is all displayed in the app.
The result is that alignments take less time and the reliability engineer can have quantitative data to decide the current and trending alignment condition. This one tool can help move belt-driven rotating equipment from the reactive maintenance stage to the planned and eventually to the precision domain.
Download our Pulley Alignment Guide Plus 5-Step Procedure for information on the implementation of good pulley alignment of belt-driven equipment including terminology, alignment methods, belt maintenance, storage, and tensioning as well as a 5-Step Sheave/Pulley Alignment Procedure.
by Diana Pereda
A few things that should always be inspected during belt PM’s are:
- Inspect grooves for V-belts for wear using a sheave gauge following supplier recommendations.
- Rusted or pitted sheaves should be replaced. Otherwise, belt damage/wear and premature failure can easily result.
- Shiny grooves should not be overlooked and can indicate heavy wear.
- Corrosion on the sheave and especially in the grooves will build up and rapidly wear the belt and result in premature failure. Sheaves should be replaced if corrosion is found.
- Bent sides can introduce wear and damage.
- Replace all belts and never a single belt. Mixing old and new belts results in the load not being shared evenly and could easily lead to damage, premature belt failure and sheave wear.
- The same manufacturer should always be used. In other words, do not mix and match belts from different manufacturers on the same drive.
- Noisy belts can be identified using a squirt bottle with soapy water. Spray the belt during operation with the soapy water. If the noise level changes, then the belt is part of the problem. It should be inspected for damage, proper tension, etc. If the noise remains, then most likely the belt is not part of the problem.
- Ensure that the sheaves are properly aligned. Misalignment will result in premature wear and damage.
Download our Belt & Chain Storage Best Practices which has some basics things to prevent belt and chain damage and contamination thus maximize parts life and performance.
by Diana Pereda
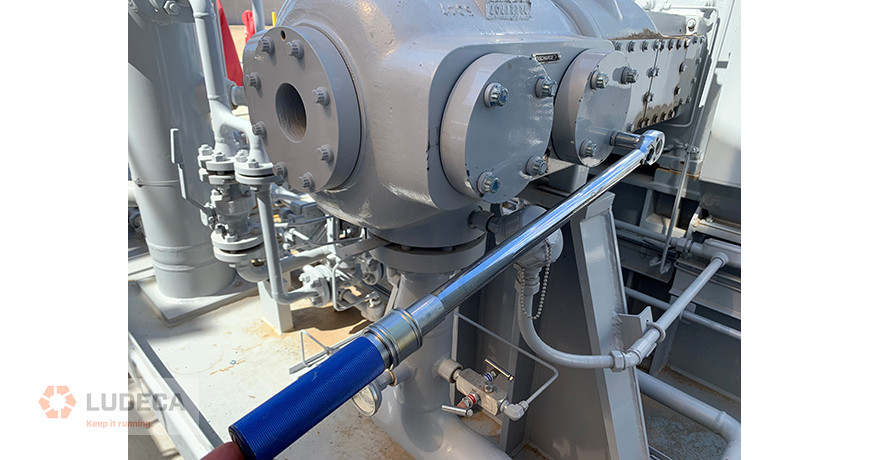
The automotive industry has had a bout with torque related issues recently. This has included over and under torqued items that have lead to failures and even deaths. We see torque related issues constantly in manufacturing facility root cause analysis. Bearing with reduced clearances, life due to over tightening of the housings, loose components due to improper bolt type, and complete disregard for torque specifications are just a couple of recent examples. Part of the solution is proper use of a torque wrench. A torque wrench is a precision instrument designed to apply a specific amount of force to a fastener. Whether tightening head bolts on a small block V-8 engine, lugs for tire and wheel installation, or inspecting fastener tolerances on high-performance equipment, it is extremely important that proper care is used. Guidelines are typically provided noting acceptable torque ranges, the order in which specific fasteners are tightened, and the number of times a fastener must be tightened and loosened to ensure uniform torque application. You must also be mindful of the presence of thread lubricants and the age of the bolt or fastener being used as these affect the torque required. Failure to properly torque fasteners can lead to equipment damage, personal injury, or worse. To help you prevent torque problems in your facility I have collected a few tips for your use. For visual learners, watch How To Use a Torque Wrench.
It is important to follow acceptable safety, maintenance, and use practices, such as:
- Always follow the manufacturer’s directions regarding torque direction, proper force, torque pattern/sequence, use or non-use of lubrication on fasteners, and torque “tighten/release” cycles.
- Do not exceed the recommended working range of the torque wrench. Reliable measurements are based on a percentage of the working range. In general, most mechanical wrenches have a useable range from 20% to 100% of full scale. Most electronic wrenches have a useable range from 10% to 100% of full scale.
- Do not use handle extensions or torque multipliers/cheater bars as we called them unless specifically allowed by the torque wrench manufacturer.
- If you have a torque wrench calibration/verification stand, test the wrench prior to each use.
- Always inspect the tool and check for worn or cracked sockets. Properly lubricate and replace worn parts.
- Avoid dropping or sliding a torque wrench. Dropping a torque wrench on a hard surface can cause the instrument to lose reliable calibration. If you suspect that a wrench has been dropped, have the tool inspected by the manufacturer or reputable calibration service.
- Always store a torque wrench in a protective case and/or location when not in use.
- Avoid exposure to temperature extremes, high humidity, fluid immersion, and corrosive environments. That means do not put them in the parts washer.
- If using a click-type torque wrench, always store it at the lowest level on the scale.
- Avoid marking, etching, or placing labels on torque wrenches.
- Use a torque wrench to apply a specific torque value during the final assembly process. Do not use a torque wrench as the primary means of tightening or loosening fasteners.
- As most torque wrenches are length specific, always grasp the torque wrench in the center of the handle. If two hands need to be used, place one hand on top of the other.
- Apply torque in a slow, methodical manner, and avoid sudden, “jerking” movements.
- When the wrench signals (by clicking, beeping or lights) that a specific torque has been reached, stop pulling immediately.
- After 5,000 cycles or up to one year of use, whichever comes first, have your torque wrench inspected and re-calibrated by the manufacturer or reputable calibration service.
Precision maintenance is key to eliminating your infant mortality and reoccurring failures. A systematic torque application program can get you on your way.
Thank you Shon Isenhour with Eruditio LLC for sharing these useful tips with us!
by Diana Pereda
Below is a short list of when someone should consider using permanently mounted vibration sensors. This scenario would involve either epoxying on the vibration sensors or drilling into the equipment to allow for the sensor to be physically attached to the equipment. A vibration cable is then attached to the sensor and terminated into a junction or switch box. The junction or switch box can vary on the number of points that need to be collected. Once the cables are terminated into the junction box the analyst can collect data directly from the junction box.
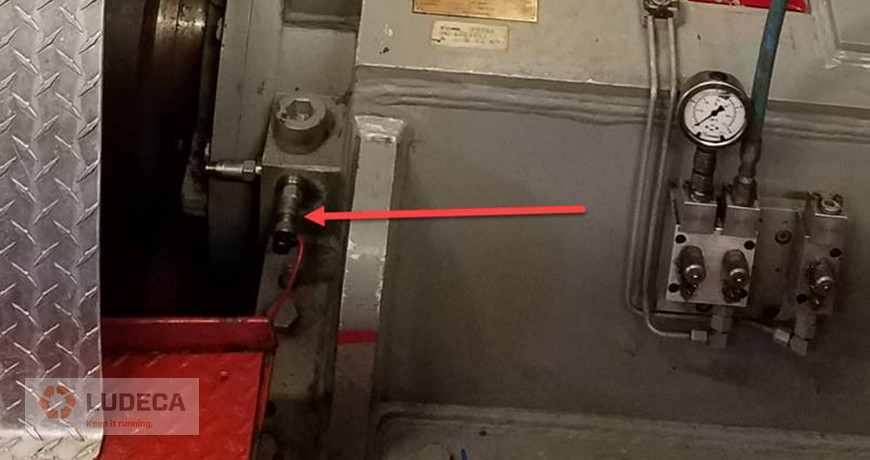
Please note a handheld vibration collector like our VIBWORKS portable vibration data collector, would need to be connected to the junction box to collect vibration data from the permanently mounted sensors.
- Safety – Some equipment can be dangerous to be near
- Saves time – Some equipment can be mounted in hard to reach places
- Avoid hazardous environment – The junction box can be mounted outside the hazardous area
- The first phase of an online deployment – The installation, sensors, and cables are a large cost in any online project. A Cortex online system can be added later to replace the junction box.
Below is a short list of when someone might not consider using permanently mounted vibration sensors. This scenario would involve either epoxying on the vibration sensors or drilling into the equipment to allow for the sensor to be physically attached to the equipment. A vibration cable is then attached to the sensor and terminated into a junction or switch box. The junction or switch box can vary on the number of points that need to be collected. Once the cables are terminated into the junction box the analyst can collect data directly from the junction box.
Please note a handheld vibration collector like our VIBWORKS portable vibration data collector, would need to be connected to the junction box to collect vibration data from the permanently mounted sensors.
- Cost – Multiple sensors and cables can become expensive
- Time – Installation of the sensors, cables, junction boxes, and conduit
- Loss of human interaction – The analyst cannot use their senses (sight, hearing, and touch) as they are not near the machines
- Damaged cables or sensors – Sensors dislocated and cables cut
Do you have any pros or additional cons to using permanently mounted sensors? Do you have any images of junction boxes that are currently in use or comments on why permanently mounted vibration sensors would not function for your applications? Please share those with us!
by Diana Pereda
Maintenance departments periodically schedule maintenance checks on their belt- or chain-driven equipment in order to confirm that a good alignment exists between the pulleys or sprockets, especially if evidence of premature wear on the belts, chains, or sprocket teeth is detected.
Visual Pulley Alignment
D90, DotLine Laser, SheaveMaster, or SheaveMaster GreenLine laser pulley alignment tool is ideal. It indicates misalignment in all three degrees of freedom (axial offset, horizontal angularity, and twist angle) instantly.
Digital Pulley Alignment
If you need accountability and documentation of the alignment, then the Easy-Laser XT190 will be the tool you need. The XT190 can be connected to your phone/tablet via the Easy-Laser XT Alignment App or can also be added to your existing Easy-Laser® XT440, XT660, and XT770 shaft alignment systems. Both interfaces will provide a visual representation of the misalignment, the capability of entering tolerances, and a PDF report for documentation purposes.
3 Quick Tips for Precision Alignment
- Always mount your laser pulley alignment tool on the smaller pulley and the targets on the larger one, for maximum resolution.
- Ensure that the mounting surfaces (pulley faces) are free of dirt or rust.
- Don’t forget to verify the proper tension of the belts (or chains) after the alignment.
Download our Pulley Alignment Guide Plus 5-Step Procedure. This guide provides information for the implementation of good pulley alignment of belt-driven equipment including terminology, alignment methods, belt maintenance, storage, and tensioning as well as a 5-Step Sheave/Pulley Alignment Procedure.
by Diana Pereda

The many applications of Ultrasound, as diverse as they are, rarely get used to their fullest capacity. The Mining Industry poses many challenges in condition monitoring due to various machine types, speeds, and access.
Below are 10 of some of the prime applications for Ultrasound:
- Air Compressors and Blowers designed to supply air on demand often run inefficiently due to leaks. Use Ultrasound and SDT Leak Reporter to locate, document, and report leaks. Download our Leak Management: Find-and-Fix Leak Procedure for an effective procedure to survey your systems and detect leaks.
- Fugitive dust is an environmental problem and is often contained in the mining industry with the use of Baghouse Dust Collectors. The dust collectors require compressed air and diaphragms to purge the baghouse “socks.” A common failure mode for these socks is the ingress of moisture. One source of moisture ingress in compressed air lines are leaks. Another area to utilize ultrasound is for the diaphragms themselves. Use ultrasound to sweep across the diaphragm header to pinpoint a ruptured diaphragm. Typically these are only found after the differential psi indicates plugged bags and requires a physical inspection. Be proactive and efficient with ultrasound.
- Combustion Chambers in dryers that utilize natural gas are another area that can be prone to leaks. Check all the valves, and flanged connections periodically to identify a potential leak.
- Dryers and Kilns run at very slow speeds. Slow speed condition monitoring can be quite difficult using Vibration techniques. The slower the speed, the longer the sampling time and lower the amplitudes. Ultrasound can be utilized to quickly assess the bearing health and to ensure proper lubrication. Although the speed can be quite low, the frequencies of sound generated in rolling element bearings are ultrasonic due to friction of an inadequate lubrication film, or from the presence of subsurface asperities in the early bearing failure stages.
- High Voltage Electricity with potential for arc flash is used both above and below ground. Ultrasound can be used to safely locate arcing, tracking, and corona, without the need to open any panels. Use ultrasound underground on the 4160 V terminal connections, or on your miner Nips to ensure a good tight fit free of discharge. Scan the overhead electrical cables while driving down the conveyor lines and listen for electrical discharge.
- Mines are loaded with long Belt Conveyors both on the surface and underground. Ultrasound is great for monitoring the head pulleys, tail pulleys, take-up pulleys, and for noisy trough idler rollers and return rollers. We all know the havoc a seized idler can wreak on the belt and belt splices.
- The use of grid couplings is quite common on Fans and Crushers. Grid couplings require periodic lubrication and inspection for wear. This requires shutting down the equipment, performing lock out tag out, and disassembly. Use ultrasound and a flex wand to listen under and around the guard of a dryer for a loose fit coupling.
- Hydraulic Systems are used in many applications such as compactors, crushers, and booms on continuous miners. Use the contact RS2 probe to look for faulty psi relief valve and check valves.
- Mines typically have many designated Oxygen-Acetylene Bottle Storage areas. Acetylene is very unstable and can be quite explosive at atmospheric pressures. Use ultrasound to check for leaks and help lower the risk of an explosion.
- Hoists are used to bring ore up from underground. The bearings of the crown sheaves and drums can be quite difficult if not impossible to monitor with vibration analysis as the RPM of the equipment rarely stays constant long enough for good reading. With ultrasound, we need only about 15-20 revolutions for quality reading.
Today’s blog is inspired by a LinkedIn post written by our partners at SDT Ultrasound Solutions.
by Diana Pereda
Maintenance planning, scheduling, and work execution are all critical for the success of best practice returns in maintenance and reliability. Unfortunately, it is easy to confuse and merge these processes together, thereby lowering the efficiency of maintenance activities and the overall health of manufacturing assets. The reality is that each of these efforts is dependent on each other, but separate and critical functions in a well-organized maintenance process.
“We should always plan first, schedule those planned activities and finally ensure the work is properly executed on-time with precision”
The following are stages in creating a well-organized successful maintenance program:
- The first stage in the process is creating a “Work Order Request”. The requestor should always clearly specify “where”, “what”, “why” and “severity” of the work required and enter the work request as early as possible. Work order requests should always be reviewed, prioritized, and approved by management from both operations and maintenance. Doing this requires a valid criticality ranking of the equipment, consisting of specific maintenance, operational, and EHS considerations. This creates buy-in from everyone affected and ensures only necessary work approval and progression through the process.
- Once the work request is approved and prioritized, it becomes a “work order” entering the planning backlog and becomes the responsibility of the Maintenance Planner. The Maintenance Planner is a strategic role and should not be involved in daily maintenance work activities. The maintenance planning stage ensures accurate job/work instructions are created, labor skills and hours required are understood, parts availability is ensured or ordered (some parts may have a long lead-time), required support is identified (contract labor support, cranes, etc.) and safety permits identified. The planner should review existing work plans to see if one is already available for this task or create a new job plan if needed. The Maintenance Planner works with the MRO department and is notified when all required repair parts are available. These parts should be kitted, in a controlled area, so everyone knows they are available to complete the work when the time comes. Once the planner has assured these things are complete the work order and process moves to the next stage.
- Now the work can progress to the “schedule ready” phase and the Maintenance Scheduler takes over. At this stage, everything is in place to get the work done. Functional repair steps are correctly written, safety concerns are identified, and permits issued as needed, parts staged, and available to do the work and common and special tools available. The Maintenance Scheduler works with the maintenance and operations management, and coordinates within workforce restraints (vacations, etc.) and places the work on a schedule to be completed. This schedule is reviewed and approved by all stakeholders and posted so everyone is aware of what they will be working on in the days ahead. At this point, every effort is taken not to break the work schedule and ensure it is completed as planned.
- The Maintenance Supervisor now takes over and assigns individuals to complete the work on the scheduled day/week. The Maintenance Supervisor is responsible for ensuring the daily workflow is followed, problems addressed, the work is correctly completed on-time as scheduled. This individual is working daily in the plant with the maintenance and operational groups.
- The maintenance workers should follow the work instructions and provide feedback with missing steps, parts, tools, safety concerns, and issues and actual time to complete the work assigned to them. This feedback is critical because it allows future work to be better planned, scheduled, and executed, thereby increasing efficiency, reducing unscheduled downtime, and saving cost.
- The Reliability Engineer should use all of this information to analyze and determine routine equipment failure patterns and potential ways to eliminate this work from being required in the future through “Reliability Improvement Projects” (RIE), etc.
Within your facility, you may encounter different job titles as described in this article. However, it is extremely important that the overall roles and processes be in place and routinely followed. Not doing so will lead to dysfunctional work processes and prevent your company from achieving best practice maintenance and reliability goals.
For further reading, we refer your attention to Alan Luedeking’s excellent blog: Reliability – A Holistic Effort.
Need a platform that is going to take your planners/schedulers to the next level? Contact our colleagues at Eruditio.
by Diana Pereda
Correcting a shaft alignment problem brings a vast set of challenges to the workload of our mechanics, millwright, and engineers. Those issues could be in the form of physical constraints preventing movement or distortion from poor bases or pipe stress. They could be as simple and frustrating as soft foot or old bent shims. But, one of the most intimidating alignments out there is the spacer shaft, especially when it comes to extreme distances.
I am not an engineer—oh-oh, half of my readers just left—but for those of you still reading, I want to provide you with a few tips compiled by a few of us here at LUDECA to make your spacer shaft alignments with lasers easier. So, without wasting too much of your time, I refer you to the 5-Step Shaft Alignment Procedure.
Just kidding… sort of.
There are many different types of spacer shafts. So, what is a spacer shaft?

Picture 1
Generally speaking, a spacer shaft (spool, spider, jackshaft, or whatever you want to call it), is a coupling of some kind that spans more than 4″ or 101.6 mm between its flex planes. My goal in this blog is to provide five simple tips to help you align spacers without getting into the mathematical process. I’ll save those questions for the engineers. Keep in mind, these are suggestions for laser alignment of spacer shafts.
Spacer Shaft Tip 1:
Try to make sure you can square the two sensors to one another. By either using the inclinometers, lasers to targets, or really good eyesight – it tells you a lot if your sensors square up to one another. This seems like a simple or obvious tip (which is why it’s the first one) but, this also provides you with an indicator for TIP 2!
Spacer Shaft Tip 2:
There are two primary ways of aligning spacers: the Two-Step Method and the Single-Shot Method. Now that you can determine how bad your misalignment is – you can choose the method that fits best. The single-shot method is typically done when the alignment isn’t grossly out and the sensors would be mounted on the far ends of each spacer component. The two-step method is used when there is a significant amount of angle or offset to correct. The sensors should be mounted across each flex plane of the spacer individually to close the angle at each.

Picture 2
Spacer Shaft Tip 3:
Soft Foot. If you are following our 5-Step procedure you probably understood that I went a little out of order. However, we needed to know which components we were moving first, right? Now that we have a plan we have a procedure. Soft Foot matters, and it should be corrected and fall within the allowable tolerance. Use this time to also correct any challenges that can be identified visually (clean the base, good shims, etc.) You may want to take a look at our Soft Foot Find and Fix Procedure for an outline of types of Soft Foot including causes and corrections.
Spacer Shaft Tip 4:
Know your tolerances. There are 1,001 blogs and articles on spacer tolerances on the web. The best thing you can do is know what your tolerances are for that specific alignment. Yes, spacer tolerances can be more forgiving in terms of the required corrections at distances. However, there are many ways to represent those spacer tolerances. You could have a specification that is Angle/Angle or Offset/Offset or a combination of those. Make sure you are aware of the required values and representation.
Spacer Shaft Tip 5:
Patience. Don’t rush to get it done. Do it right so you don’t have to do it again.

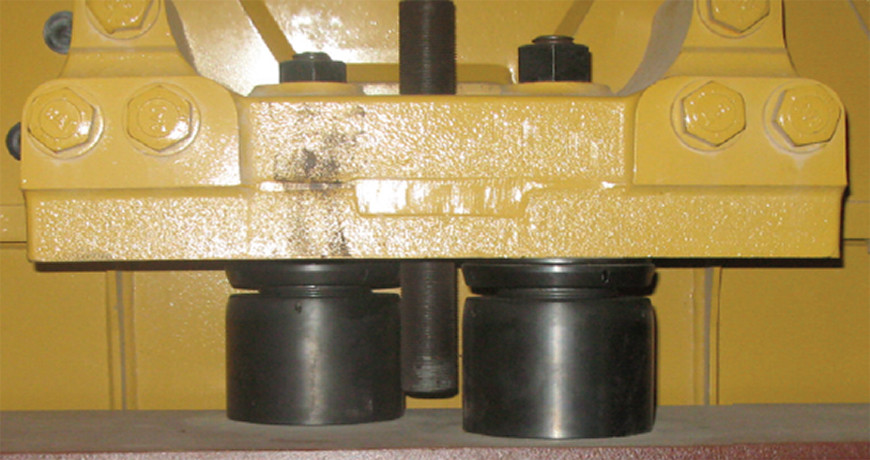
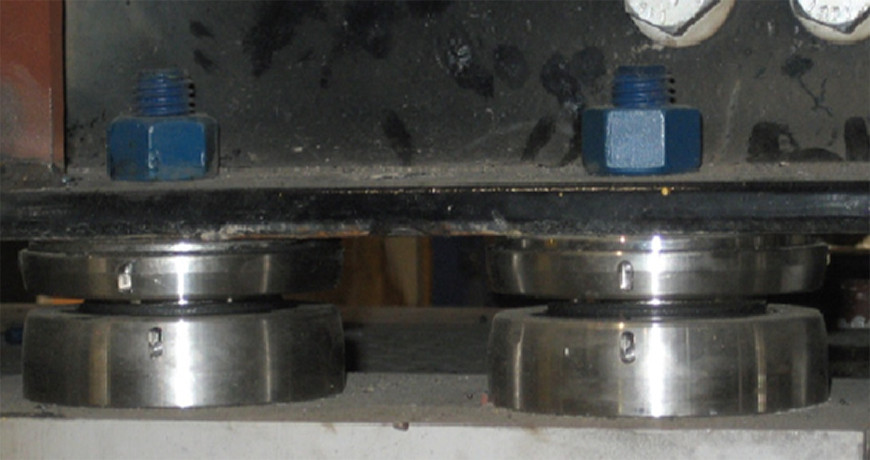
Picture 3 and 4
So, when you find yourself facing a spacer shaft, spool piece, or jackshaft, take a deep breath and follow the same rules of alignment that experience has taught us. I would also like to thank Joel Chapman from Entech Sales & Service Inc. for a lesson in cooling tower alignment in the rain (the umbrella was for me, not the laser, it was very nice of him – picture 2). And, thank you Richard Armstrong of TRACE Reliability, a LUDECA, INC. solutions provider who makes our customers a priority. He shared pictures 3 and 4 of an ID Fan in Louisiana that measured 289” inches from sensor to sensor.
by Diana Pereda

Adjustable chocks have been around for years and are a useful way to accomplish parts of machine mounting and alignment. In some circles, they have either a great or bad reputation. A lot of that reputation may depend on the application and how the chocks were installed.
Adjustable Chocks vs. Shims
First, let’s discuss why a company might want to use an adjustable chock for machine mounting, instead of shims:
- Adjustable for height. This means not having to stock lots of shims, in different sizes and thicknesses, to accomplish vertical adjustments in alignment.
- Spherical top part. This accommodates issues with feet not being parallel (up to 4 degrees for some manufacturers) with the foundation or skid which eliminates the need for step shimming.
- Easy Soft Foot corrections. When an air gap is found, simply fill the gap by adjusting the chock to fill the gap. (Zero Soft foot)
- Reduced inventory. Instead of several shims in a kit for each piece of equipment, just reuse the existing chock for adjustments.
Now, let’s discuss why a company might not want to use an adjustable chock for machine mounting, instead of shims:
- Lack of contact surface between mounting foot and base. How can this round element take the place of a full-footprint shim for secure mounting?
- Transmission of Energy. Without the solid contact of that full-footprint shim, the energy will never be transmitted to the Inertia Block in the base; therefore, the equipment will shake itself to pieces.
- Locked up chock. Once they have been in service for a while, they lock in place and have to be replaced for future alignments.
- Loose chock. Upon inspection, the chocks have been found to be rotated down under the foot, and there is a gap/Soft Foot condition.
The Cons of Adjustable Chocks
By looking at each of those concerns, answers can be found for how to mitigate the concern and better understand how adjustable chocks can (and cannot) be used. The design and engineering of these devices make them suitable for most applications, but not if selected and used incorrectly.
For the issue of lack of surface area under a foot to the mounting base, looking at the product catalogs show any number of configurations to increase the surface area. Using more than one at each foot, or having two under a foot but staggered. The simplest rule to use is to use the largest chocks that can fit, but with a catch. The top surface must cover at least 75% of the surface area of the mounting foot, and the bottom surface must have 100% of its surface area in contact with the base. Both of these surfaces must be clean.
This leads to the next issue, the transmission of Energy. If the correct size of the chock is selected, and the above rule for coverage is observed, then the Energy will transmit through the body of the chock just fine. The other thing to watch for is cleanliness. Both the bottom of the mounting foot and the top of the base should be clean – reasonable steel-of-the-truck finish (corroded, excessive mill scale, or moon crater need attention, with a minimal primed surface for corrosion purposes. Any amount of paint, dirt, or debris can make for an uneven surface that could result in the bottom of the chock not sitting squarely. Sometimes, a bit of light sanding can go a long way towards promoting proper machine mounting. Check with chock manufacturer for surface finish recommendations.
Now, for the locked-up chock. Oftentimes, comments are made that the machine being aligned is unable to be lifted by the adjustable chock. This is a misconception. The threaded chock is designed to lock under load. It is NOT designed for lifting or lowering the equipment. Normally, equipment that is designed correctly will have vertical jack bolts, and this is what is used to establish the correct elevation for the machine, or, in their absence, use a hydraulic pancake jack or other suitable lifting devices. Beyond that, finding the chocks unable to rotate after being under a piece of equipment can usually be attributed to dirt and debris in the threads. It is a very common practice to lift the equipment on the vertical jack bolts just enough to remove the chocks. Thorough cleaning in a general solvent can remove the particles that restrict movement. After the cleaning, a thin coat of appropriate lubricant (often a specific compound recommended by the chock manufacturer) will help ensure movement. Protecting the cleanliness of the chock after alignment can be accomplished with a heavy protective spray. Anything that seals moisture and debris out is good, as long as it does not trap moisture (just to note: whatever you put on it will need to come off at some point to allow the chock to be reusable – be judicious or better yet contact your chock supplier).
Lastly is the concern of loosened chocks, which has been a topic of much discussion lately. The easiest way to explain this problem goes back to proper training. The technician performing the alignment needs to be mindful of how an adjustable chock is designed to work. The function of that chock is to support the machine. Prior to torquing the hold-down bolts, the machine needs to be resting on the chocks, not on the jack bolts.
The procedure boils down to using the jack bolts to establish the correct elevation, spinning all of the adjustable chocks up to firmly contact with the bottom of the machine, and then perform the final tightening. (Fit all chocks at the same time!!) Back off all lifting and lateral adjustment jack bolts FULLY, then tighten the anchor bolts to the proper torque in the sequence specified by the equipment OEM
Do not tighten the anchor bolts with the jack screws or lifting bolts under load!
The purpose of adjustable chocks is to facilitate proper mounting of equipment, more efficient alignment operations, and a viable replacement for traditional shims. While they might not work for all applications, with proper implementation chocks can work for 90-95% of applications where larger spacing between the machine feet and the mounting base is required; rather than inserting a big pile of shims, a chock can make life easier for the technicians performing realignment. This requires an open flow of information from the design and installation of the equipment, all the way through to the day-to-day maintenance.
This post was written in collaboration with www.machinerymountingsolutions.com
by Diana Pereda
The consequences of positional change due to thermal growth in machinery as it pertains to shaft alignment are well documented. Methods for determining these changes and compensating for them are not only essential to the reliability of machines but can prevent catastrophic failure. It is therefore of great importance that these methods be carried out as carefully as possible—minimizing human error as much as possible to ensure effective results.
One often-overlooked consideration when performing shaft alignment measurement is the temperature and thermal stability of the very components used for these measurements. Brackets, lasers, sensors—all components that are susceptible to thermal growth. Changes in the intensity of sunlight, large shifts in ambient temperature during the job, and performing measurements too soon after bringing the components out to the machine can all lead to lack of repeatability and improper shaft alignment corrections.


You can minimize the effects of these conditions in various ways:
- Always allow a suitable amount of time for the alignment system to acclimate to the environment in which you will be performing the measurements. For example, if the equipment is moved from a warm office or truck to a cold environment and measurement is begun immediately without giving the temperature of its components enough time to stabilize, performing the shaft alignment will be a bit like trying to hit a moving target. The brackets and/or laser and sensor housing will still be physically changing in dimensions until stabilization has occurred.
- If sunlight conditions are unstable where you are working try to keep the alignment components shielded from the sun. Direct sunlight striking the laser housing of a shaft alignment system can have an adverse effect on the reliability of the readings during a measurement.
- Keep portable heaters and air conditioning units away from the area. It is natural to want to work in a comfortable environment, but the unstable air currents caused by heaters or a/c’s can wreak havoc on measurement repeatability.
- And one more: if a heat source is intense causing heatwaves in the path of the laser beam, thereby distorting or refracting the laser beam and affecting your repeatability, a simple fan to blow air through that area can help to stabilize conditions or provide a uniformly turbulent atmosphere for the laser to travel through, allowing its true position to be accurately averaged.
Observing these principles while performing shaft alignment readings will allow you to achieve more stable and reliable results and thus help you to #keepitrunning.
For more information, check out our Shaft Alignment Know-How: Thermal Growth and learn the importance of accounting for thermal growth on rotating equipment.
by Diana Pereda
There are a lot of numbers and stats associated with lubrication; or, with the lack of proper lubrication in this case. For instance, it is said that 60% – 80% of bearing failures are related to lubrication issues of some kind; lack of lubrication, over- or under-lubrication, mixing lubricants that are incompatible, choosing the wrong lubricant for the application (such as the wrong grease or wrong viscosity oil), and finally, simply using a lubricant that is contaminated from the start.

The key to proper precision lubrication starts with the right mindset. We must believe that the lubricant is an “asset” and not just an ugly necessity. If we turn our mind towards precision lubrication with the precise “asset” for the application then our success rate for uptime will skyrocket. Think of trying to use a Philips head screw driver on a slotted screw. Simply put, it is the wrong tool for the application.
If we use a lubricant that is contaminated from the start, what chance are we giving the asset for success? What can we do to make sure the lubricants used are in the best condition for optimum performance? Let’s start at the beginning when the oil or grease first arrives at the receiving dock.
1. If we are receiving an oil, take a sample of the oil to make sure it is the oil that was ordered (proper type: hydraulic, gear, turbine, etc.), and is of the proper viscosity. Then check the cleanliness (particle count/ISO Cleanliness code) in which it was received from the supplier. Set it aside and wait for the results of the analysis before using.
2. Once we get the results back and are satisfied we received what was ordered, we should filter the oil with a kidney loop filtration system of some type because we know that new oil is not clean oil: especially hydraulic standard clean. Filter the new oil before using.
3. Take extra precautionary steps when filling the asset with the now clean oil so as not to contaminate the system with debris that has surely gathered on the asset. Best practice would be to have a completely closed system which filling with oil would require quick-connect adapters so the new oil can be transferred without ever having to open the system by fill port or by removing a lid. If this is not an option, make sure the transfer containers are color coded and sealed; do not use an open container or an open galvanized container. Be very careful not to inadvertently allow debris into the system.
4. The asset itself can be adapted for better success by implementing a desiccant breather, closing fill ports with quick-connects for filling and external filtration and perhaps a bottom water and sediment bowl for water and debris detection and removal.
5. The asset should have a label that matches the label on the oil container in the store room, the oil transfer cart and/or the color coded transfer container.
6. Implement an oil analysis program and keep an eye on the oil and asset health. If the sample comes back with good viscosity and additive levels but is dirty then filter it with the kidney loop system and get the oil back to the desired cleanliness level. Investigate where the particulate is coming from and take steps to prevent future particulate intrusion.
In conclusion, while there are many more steps we can take to maintain a healthy oil and therefore a healthy asset, these are some obvious action items we can implement for better success. Imagine if we turned the negative numbers of 60% – 80% into positive numbers for the company. Clean, healthy oil is an asset for success.
Download our Oil & Grease Storage Best Practices for additional tips to help outline the best practices for proper lubrication storage.
by Diana Pereda
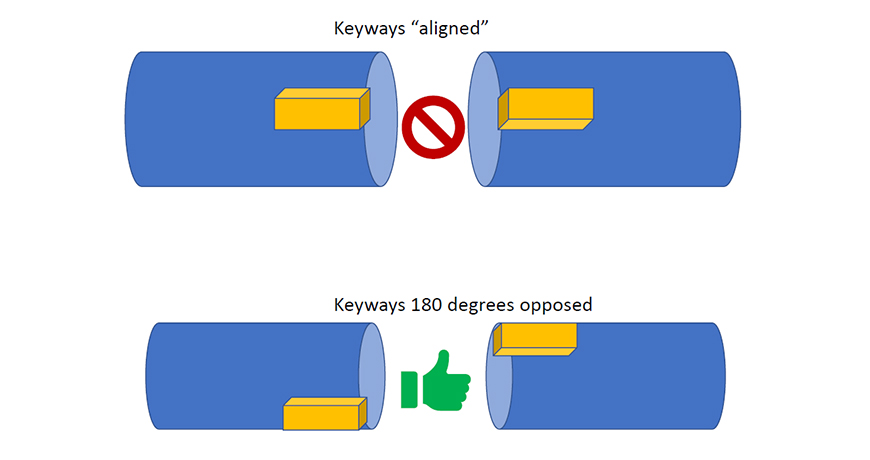
Many shafts have keyways cut into them to hold the coupling. “Keys” are pieces of square metal stock inserted to hold the hub in place.
If there are two (2) keys, one on each side of the coupling, you should not “align” the keys across the coupling. Instead, it is very important to ensure the coupling mass is balanced during installation. The mass of a key is balanced by setting the two keys 180 degrees apart from each other. If the keys are set on the same side, the coupling will induce a mass unbalance situation.
Often a vibration report will note a misalignment condition, but precision alignment techniques will not find any issue. This can lead to friction between the vibration analyst and the millwright. Keep the keyways 180 degrees apart. You will help improve the life of the coupling and keep the vibration low.
by Diana Pereda
Every person that performs vibration analysis develops his or her own analysis process. Suggested steps at a minimum should include:
- Open the spectrum (FFT) and locate the running speed peak and reset the reference speed to that speed. Since all induction motors vary in speed based on the load, this is necessary for accurate analysis, particularly at multiples of running speed.
- What are the dominant peaks?
- Are there any other peaks of interest?
- Where is the primary energy located?
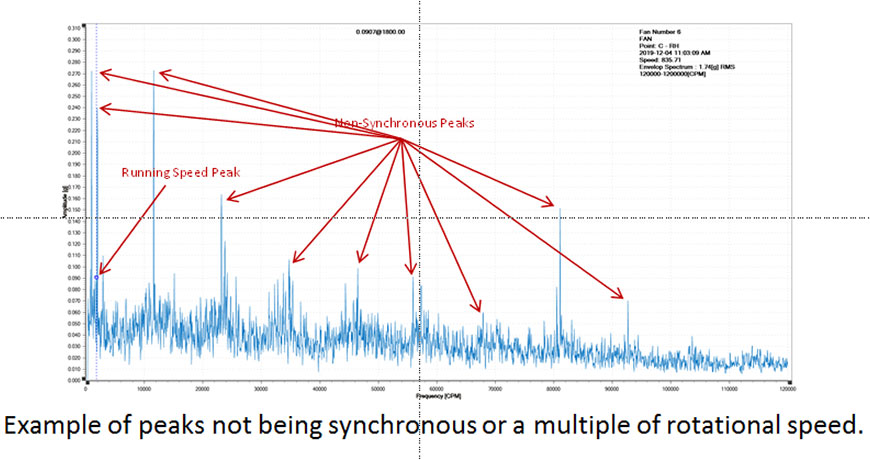
a. Is it sub-synchronous, synchronous, or non-synchronous? - Do the waveform patterns support the peaks in the spectrum (FFT)?
- Remember that defects follow patterns. Some defects happen at frequencies less than running speed (sub-synchronous) or at running speed or at multiples of running speed (synchronous), or at frequencies greater than running speed but not at whole integers (non-synchronous).
- Learn pattern recognition and don’t overlook the obvious.
- Generally, most equipment doesn’t have only one issue going on, learn to sort out the various problems and tackle the worst one or ones first.
Test Your Vibration IQ and see how much you know and maybe learn something along the way!
Related Blog: The Importance of Vibration Analysis
by Diana Pereda

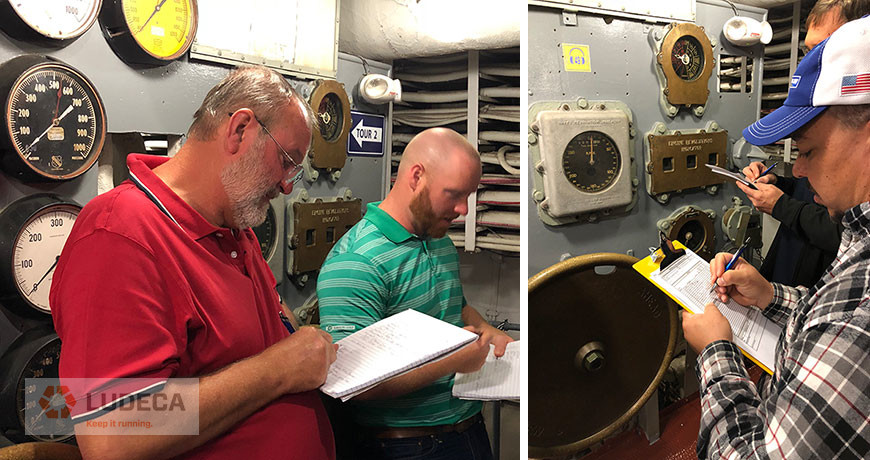
Once again, I was struck by a smart sign that reminded me of the importance of safety: “TAKE FIVE for SAFETY.” This one popped up while touring the APM Training and Development Center in Houston, Texas after our #NoExcuses for Equipment and Bearing Failures workshop.
It was the perfect closing theme to a day of learning how planned and precision maintenance practices, along with step-by-step procedures, not only reduce equipment failures but, most importantly, move us away from rushed reactive work that increases the risk of personal injury.
We had started our learning day taking five minutes to review safety procedures in the building. Later during the tour of the amazing APM training facilities, we had taken five to put on our personal protective equipment (PPE) to get near their mega GE turbines. Their commitment to safety at all times prompted me to share with you my five takeaways from our workshop for reliable work that will also deliver safety:
- Prepare and plan your work. This quote from President Lincoln reminds us of the importance of preparation to get the job done right:
Give me six hours to chop down a tree and I will spend the first four sharpening the axe.” ― Abraham Lincoln

- Torches, rosebuds, and oil baths are not safe methods to heat your bearings, as they will almost surely result in burns and damage your bearings. Instead, consider heating your bearings and other workpieces using safe induction heating. It’s a clean, faster, and more accurate method, whether in the shop or in the field and best of all, safe!
- Electrical faults are dangerous! Taking five to reduce personal injury by adding ultrasound to inspect your electrical systems for arcing, tracking and corona is the best work safety practice.
- Also, use ultrasound to detect dangerous leaks such as gas and ammonia before you step in there and breathe it in.
- Protect your assets, both people and equipment, by implementing the following five steps along with precision maintenance technologies:
- Stop and think about the potential dangers associated with the job.
- Look for and identify any hazards.
- Assess the risk; consider any possible risk of damage or injury.
- Control hazards by implementing suitable control measures to reduce the risk.
- Monitor hazards to successfully mitigate the likelihood of injuries or damages as you work.
Further, I found this information about “Take 5 for Safety” that you may find useful for your facility:
The above-listed Take 5 Safety checklist is a tool used to identify health and safety hazards before starting work at a site. Performing health and safety checks using the take 5 procedure (Stop, Look, Assess, Control, and Monitor) helps workers and contractors mitigate exposure to injury hazards and health risks.
Source: SafetyCulture
Click here if you missed and want to read my previous safety post: Heaven can wait! Safety first. Always lock-out and tag-out your machines.
by Ana Maria Delgado, CRL
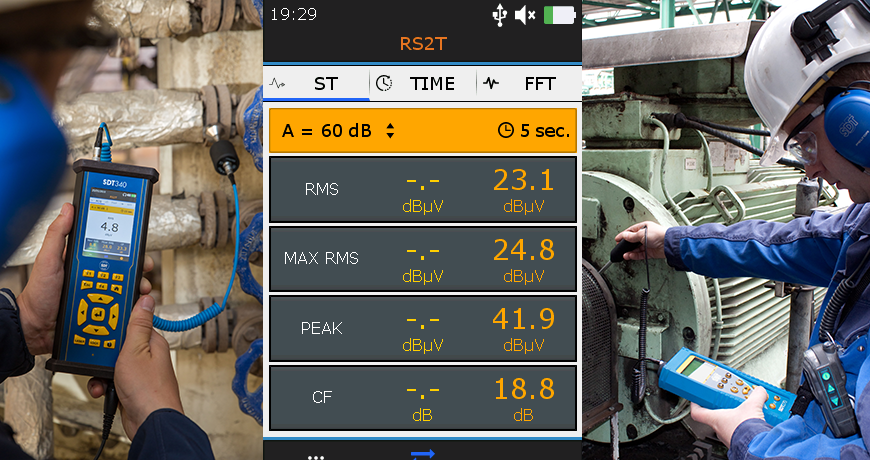
- RMS – use it to indicate trends in friction levels (lubrication, stage 1&2 bearing failure)
- Max RMS – use it to indicate ultrasound signal stability (steam traps, chain drives, flexible couplings, linear bearings)
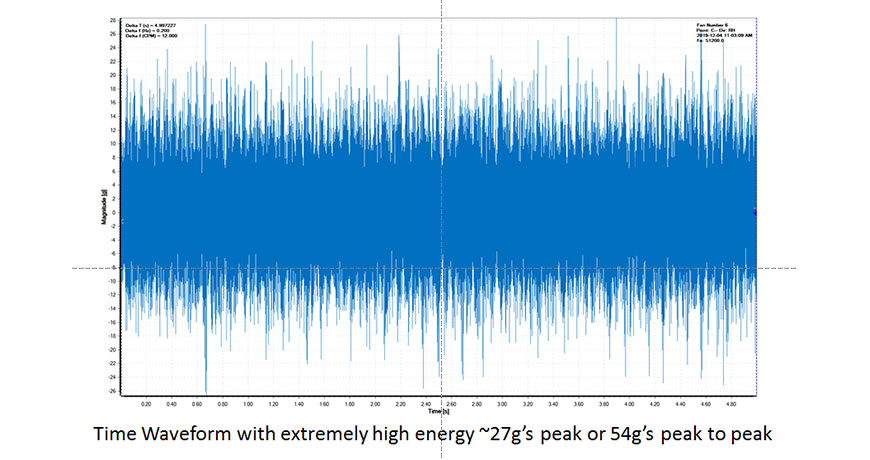
- PEAK – use it to indicate impacting (shift from stage 2 to stage 3 bearing failure, fatigue, gear mesh, broken gear teeth)
- Crest Factor – use it to correlate the relationship between friction and impacting on any asset (perfect for VFDs!!)
- Gas & Valve Leak – RMS
- Lubrication – RMS
- Steam Trap – RMS & Max RMS (+Peak for flash steam)
Impacting:
- Bearing, Gears – Peak & RMS (+Crest Factor)
Cavitation:
- Cavitation – Peak
Check out our SDT 200, 270, and 340 featuring the four condition indicators to detect, trend and analyze ultrasound and vibration.
by Diana Pereda
It seems a simple question, yet when asked, the answers are not always similar, or simple.
Some say, “to fight friction” and that is true. We do add grease to an asset’s moving parts to reduce friction. But there’s more to it than that.

Some say, “to reduce heat” and that is also true. The right amount of lubricant does help keep moving parts from getting too hot. But some lube techs, thinking more is better, take it to the extreme. They add more grease — thinking they are doing good — and instead choke the machine’s ability to disperse heat.

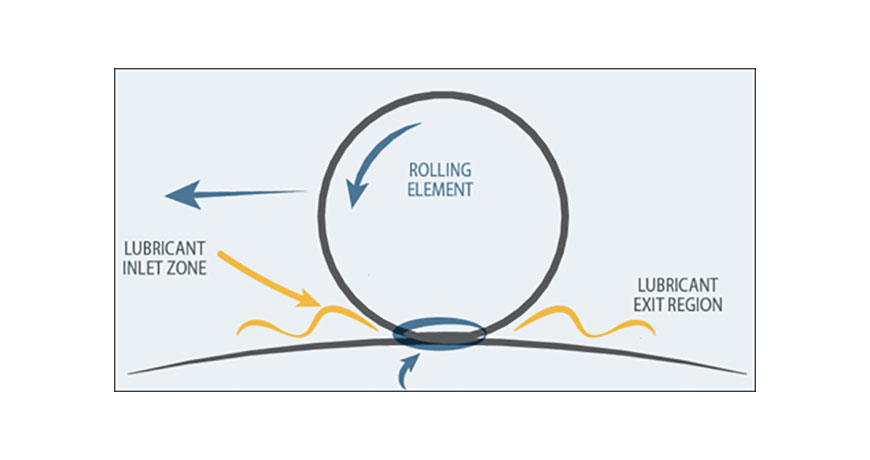
The real reason to lubricate assets is to form separation between surfaces. This logic applies to not only motor bearings. The pistons in an engine, chains on a chain drive, gears in a reducer, even linear bearings that do not rotate, but slide back and forth. The primary purpose to lubricate physical assets is to keep moving surfaces from coming into contact with each other. Because when they do, failure modes are initiated, and lifecycle is shortened.

Friction is a force which opposes movement between surfaces. Friction increases wear between surfaces, increases system temperature, and dramatically increases power consumption. The right amount, and type of lubricant creates a thin film between two surfaces. For as long as that film is maintained, it protects the asset from wear and heat while allowing it to produce in an energy efficient way.
Some lubricants offer the additional benefit of controlling corrosion. They contain additives which prevent rust from acid and water attacks.

Grease must be kept free of contaminants, but the very nature of the thickener allows it to pick up dust and grit. Proper storage is therefore crucial, and clean grease applied properly can actually shield machines from the ingress of contaminants.
The science of lubrication continues to evolve for over 4000 years. But the principles remain the same; to maintain separation of two or more surfaces, thus prolonging the reliability of the entire asset.
We welcome you to read the previous blog in this series, “Three Myths About Greasing Bearings.”
Download our Oil & Grease Storage Best Practices for more tips to help outline the best practices for proper lubrication storage.
by Diana Pereda
I attended a training recently on the Easy-Laser XT770 alignment system at an oil and gas fracking company in West Texas. During the training I heard the term “grease worms” and even though I have been in the lubrication field for 29 years, I was unfamiliar with this animal.

Come to find out, it is a term used to describe an application completely devoid of any grease. In other words, someone didn’t grease the equipment at all and according to the guilty parties, these fictitious “grease worms” must have eaten the grease!
That got me thinking about the different oil viscosities and grease thickeners and how not all greases are created equal. We must look at each application individually and determine the correct oil viscosity and the correct thickener or “soap” that will work best in the application. You see, the thickeners have different characteristics that affect the performance. The term “LETS” can get us close to our final selection.
- Load – what load will the bearing be supporting during its life cycle? Heavily loaded bearings are typically slower moving and would require a more viscous base oil to help separate the metal surfaces moving opposite each other. I might choose a calcium sulfonate thickener for this application because this thickener has excellent load carrying capabilities.
- Environment – where will the bearing be located? Is it outside, exposed to the elements? Is it in the fracking world where water, dust, dirt, vibration, rain, or chemicals etc. will have an effect on the grease’s performance? Choose the thickener wisely as now a lithium complex or aluminum complex soap may be the best general purpose option.
- Temperature – In West Texas, the temperature swings can be 60 degrees from night to day. This might affect the performance of the grease as it relates to pumpability, especially in an automatic grease system like this facility was using. Now, the thickener might deter the flow of the grease as some soaps are known not to pump well, like a calcium sulfonate.
- Speed – what is the bearing speed? Faster and smaller typically have the need for a lighter viscosity base oil and a more flowable thickener. Conversely, a large, heavily loaded slow moving bearing would require a more viscous base oil and a more robust soap to help carry the load.
In conclusion, LETS investigate each application on its own merits to make the best final determination for which grease should be used; and, precision lubrication using ultrasound can help ensure that the right amount of grease is being used, and might just help avoid the infiltration of the dreaded “grease worm”!
by Diana Pereda
Once you understand how grease actually works to lubricate a bearing, it becomes obvious why over-greasing causes so much trauma to both bearings and the grease itself. Remember, all we want from our lubricant is to provide a little separation in the war zone. Nothing more… nothing less.
If you’re reading the term “war zone” for the first time, we use that term to describe the region of the bearing where all the wear and tear occurs.
Now let’s dispel three myths about greasing bearings.
Myth #1: if some grease is good, then a lot more must be great.
- WRONG! Most bearing manufacturers like SKF, FAG, NTN, KOYO, all recommend that the bearing housing cavity only be filled to 30% capacity. Lube departments using a time-based approach to grease replenishment are almost always leaving their assets in an over-greased state.
Myth #2: More grease will provide better cooling for the bearing.
- WRONG! Grease doesn’t provide cooling, air space does. Filling every void with grease chokes the bearing’s ability to dissipate heat generated by even normal friction levels.
Myth #3: If there is a grease nipple on the bearing housing it must be greased.
- WRONG! Some motors come with “sealed-for-life” bearings installed. These are meant to be never greased… EVER. Yet, someone thought it would still be clever to install a grease nipple anyways. You have to know what’s inside your motor because grease guns are like toothpaste. Once you squeeze the trigger you can’t stuff the grease back inside the tube.
Enough bad practices, please. We need a greasing strategy, but more than this, we need a greasing culture. Bad greasing culture will eat good greasing strategy for lunch. It only takes one bad actor, often well-intentioned – to destroy an asset.
Grease guns don’t kill bearings… people do.
Thank you Allan Rienstra with SDT Ultrasound Solutions for sharing this informative article!
Check out our LUBExpert, the ultrasound solution to avoid grease-related bearing failure! Plus, download our 5-Step Acoustic Lubrication Procedure an effective lubrication procedure to grease bearings right.
by Diana Pereda