Being a successful condition monitoring (CM) analyst requires qualities such as intelligence, dedication, a thick skin, willingness to help others, ability to focus, and more. Success in this profession is not easy. In fact, it can be argued that success is a constant struggle. The most successful CM analysts will have certain traits that are keys to their success; however, possibly the most important is the drive to “know” – to know what is causing that anomaly, defect, or early failure.
Read my entire article at PLANT SERVICES: Keys to Condition Monitoring Success
by Trent Phillips CRL CMRP - Novelis
A hidden failure is not obvious under normal circumstances. Hidden failures can expose your facility to increased risks that may have serious consequences. The sources within your facility for hidden failures may be many. A good reliability program will give special consideration to these types of potential failures and their associated risks.
Have you considered that the software used within your facility may lead to hidden failures in a sense? Your software may lack documentation, reporting, and analytical capabilities. Data may be hidden, improper diagnostics made, or corrective action not taken based upon the information, etc., all of which can lead to equipment failures. Intentional misuse of the information may be possible as well without the ability to apply proper oversight.
Make sure the software you use properly collects, stores and reports information of value that can be used to drive your maintenance and reliability efforts. Make sure that the information is correctly analyzed and appropriate action is taken. Otherwise, your software tools may give you indications of problems that go unmitigated until costly failures occur.
by Trent Phillips CRL CMRP - Novelis
Centrifugal pumps come in a variety of shapes and sizes and are used in diverse ways to fulfill many different applications. These pumps deliver a life-sustaining liquid directly to our homes that is required for our very survival. For example, during emergencies, these pumps provide fire departments with the water needed to extinguish fires. Their value is critical, but their importance is often taken for granted.
Centrifugal pumps are designed to deliver a specific flow and pressure as dictated by the application. Centrifugal pump curves typically show the design-rated flow (usually expressed in gallons per minute or GPM) across the X-axis of the curve and the pump’s total pressure (total head) along the Y-axis. Different size impellers can be installed on these pumps depending upon the design requirements. The engineer must accurately calculate the required operational parameters because once installed the pump will operate at the point where the system head intersects the pump curve.
Based on the pump curve below, several different impeller diameters can be utilized for this specific pump ranging from 7½ to 9½ inches. In our hypothetical system, we have calculated a total system head of 100 ft. and we need 50 GPM for sufficient cooling in our manufacturing process. Based on our calculations an 8½ inch diameter impeller would result in the pump meeting our design point of 50 GPM @ 100 ft. head @ 73 % efficiency.
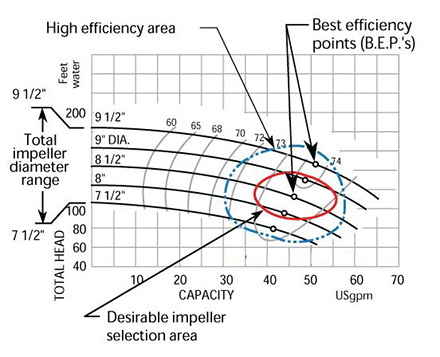
So far everything is working out perfectly for our project, but if the system head is not calculated correctly or the pump is ordered with the wrong diameter impeller we will have process and reliability problems.
If the correct diameter impeller (8½ inches) isn’t specified, then the pump manufacturer may simply supply the pump with the maximum diameter impeller (9½ inches). If we installed our new pump with the wrong size impeller it would operate well to the right of the required operating point of 50 GPM @ 100 ft. head. This would result in excessive vibration levels, motor overload, reduced bearing life, seal problems, and cavitation problems.
As a result, we would experience higher maintenance costs, higher operational costs, reduced MTBF, and reduced pump efficiency.
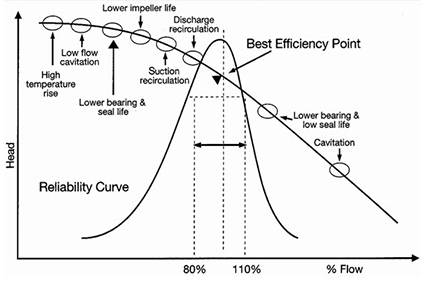
The chart below shows that centrifugal pumps are usually most reliable when operated from 80% to 110% of their best efficiency point (BEP). Outside of this range, unwelcome reliability problems will occur.
The scenario above occurs more often than realized! Many pumps are operated outside of their best efficiency range and unwanted consequences are experienced. A good reliability program will always seek to determine the root causes of failures. Simply replacing failed components such as worn impellers, damaged bearings, etc., does little to address the root cause of the problem. Not understanding why a component failure will doom you to replace it again in the future and true reliability gains are not made. Proper equipment specifications and design are critical in ensuring long-term reliability. It is very difficult or impossible for maintenance to overcome poor design or specification. Centrifugal pumps that are specified properly for the application, correctly installed, aligned, and balanced will increase your pumping system reliability. This will lead to reduced maintenance costs, improved uptime, and other valuable results.
by Dave Leach CRL CMRT CMRP
Today’s manufacturing facilities increasingly depend on Computer-Aided Machines (CAM) and robotics in their many processes. This highly technologically advanced machinery is designed with many failsafes and protection systems capable of shutting down the machine to maintain the integrity of the part being machined and the equipment itself.
As these machines typically run at very high speeds, it is of great importance to perform condition monitoring on their bearings, motors, and gearboxes. Large amounts of debris and fluids can accumulate inside these machines during normal operation. This can complicate the use of a regular sensor and cable assembly to collect vibration data.
Consider using a small sensor with an integral cable and an armored jacket along with a vibration analyzer like the VIBXPERT® or an online condition monitoring system such as VIBNODE®. This combination of technology, sensor(s), and cable will allow your facility to reliably monitor the health of your CAM machines and maintain both performance and reliability.

Sensor with integrated cable
by Mario Rostran CRL
by Trent Phillips CRL CMRP - Novelis
Make sure that these P’s are part of your Condition Monitoring program in 2015:
- Proper understanding
- Proper employee training
- Proper implementation (applying the technology to the correct equipment)
- Proper setups (correct monitoring parameters)
- Proper monitoring intervals
- Proper standards
- Proper analysis
- Proper reporting
- Proper equipment follow-up (after-repair inspections, start-up inspections, etc.)
- Proper execution of the results (ensuring that the recommendations of the CM effort are implemented and completed
We look forward to serving your maintenance and reliability needs. Cheers to a Successful Year!
by Trent Phillips
Equipment vibration levels and bearing life are directly correlated. Many studies have established this link. Increased vibration levels due to misalignment, unbalance, looseness and other factors will greatly reduce the life span of bearings and other critical components within your equipment. It is not the amount of vibration that affects bearing life, but the forces that cause this vibration. These dynamic forces are propagated into components like bearings, reducing their life span. Reducing vibration levels means that the forcing functions are reduced/eliminated and bearing life is improved as a result.
Reducing vibration levels in your equipment will decrease the maintenance efforts required to keep it running, improve uptime and save your company money. These savings can be used to help justify your condition monitoring and reliability efforts as well.
Eliminate vibration before it kills your equipment, production, and profits.
by Trent Phillips
Can you answer a simple question? Is your equipment basically sound? It’s not a trick question. There are some things that the more studious maintenance practitioners among us have discovered through dedicated equipment failure data logging followed by mining that data. In his article “Examining the Processes of RCM and TPM” Ross Kennedy of the Center for TPM points out that studies have been undertaken to determine the main causes of premature equipment failure, as they relate to statistical lifetime rates. Mr. Kennedy states “Studies conducted by the Japanese Institute of Plant Maintenance and companies like DuPont and Tennessee Eastman Chemical Company have shown that three major physical conditions make up some 80% of the variation.”
In other words, 80% of the equipment tracked in these studies that didn’t achieve its projected lifetime was all affected (or perhaps we should say “afflicted”) by one or more of three physical conditions causing the accelerated failure rate:
- Lubrication problems
- Looseness problems
- Contamination problems
Based on these findings, TPM (Total Productive Maintenance) strives to maintain equipment in what it has termed “Basic Equipment Condition”, or Clean, Tight, and Lubed. Many companies promote their activities by giving their equipment a little TLC (Tight, Lubed, and Cleaned). However, you put it, if your equipment isn’t clean, tight, and lubed properly, expecting reliability is illogical because your equipment is not “basically sound”.
You’ll notice that the companies Mr. Kennedy cites as participants in such studies are well known for their reliability programs. Most would see them as well ahead of the pack so to speak, but they too found some low-hanging fruit through this study. Now that the studies have been done, we can all benefit from them. It doesn’t take a lot of hi-tech equipment to work on these areas, but many still overlook them because they seem too simple. Don’t get caught in the trap of looking for exotic means of reliability improvement before you’ve gotten good at the basics.
As a part of a corporate reliability group for a Fortune 500 Company (in my distant past), we added a 4th element to what should constitute “Basic” equipment condition for assets, and that element was shaft alignment.
Only when your equipment is:
- Precision aligned
- Properly lubricated
- Properly fastened and mounted
- Free from excessive foreign material contamination
Should you feel comfortable answering a “yes” to the simple question: “Is your equipment basically sound?”
It is important to always remember one additional best practice activity that is critical to equipment reliability. Keep your equipment balanced where applicable as well. Unbalance is another common problem resulting in costly reliability issues within a facility.
by Mike Fitch CRL
MAINTENANCE TECHNOLOGY • September 2014
The roles and responsibilities of today’s equipment-health-focused professionals go beyond collecting and analyzing data.
MT asked a condition-monitoring expert to tell us what the job descriptions don’t.
Many colleges and universities require their students to take a basic psychology course. Most students wonder why. But according to Trent Phillips of LUDECA, Inc., a condition-monitoring (CM) analyst would be very likely to know why.
As the study of mental processes and behavior, psychology teaches the use of behavior and scientific methods to investigate questions and arrive at appropriate conclusions. Such tactics, says Phillips, are critical to anyone who aspires to be a successful analyst—including those in the field of equipment condition monitoring.
Read the entire article/interview “Are You A Psychologist, A Condition-Monitoring Analyst, Or Both?”
by Trent Phillips
Tips for visually identifying loose components on a machine:
- Make sure that the machine has reached normal operating temperature, because loose components may not appear until this temperature has been reached.
- Squirt water or soapy water on components. This may create small bubbles and allow identification of the loose component.
- Use a strobe light
- Utilize technologies such as vibration analysis and phase analysis.
by Trent Phillips
Education and responsibility go hand in hand. Leaders of reliability programs should expect their employees to return from a training course with a better idea of how Condition Monitoring can effectively increase equipment reliability and be willing to provide the support to take full advantage of the education gained.
Indeed, there is a narrow window of opportunity to maximize this enthusiasm. Even the most passionate reliability professional eventually will fall captive to the stagnant grind of doing the same tasks over and over, especially when he or she has realized that the status quo is not changing.
Leaders must continuously provide their team with the necessary tools and support to improve their program, while those who are performing the tasks must use what they have learned to effectively increase equipment reliability.
Is the window of enthusiasm closing on your Condition Monitoring program? Have you maximized your staff’s education and opportunities? Reliability Excellence can be achieved when your team collectively contributes and applies the knowledge that has been obtained.
Learn about The Reliability Leader Certification
by Pete Oviedo Jr
A US manufacturer of chemical products and food supplements has recently experienced an increase in demand for the products they manufacture. To maintain and supply that increased demand, they have increased their reliability efforts. They have done so by re-evaluating their current vibration analysis program and the negative impact recently experienced with unplanned downtime.
After careful analysis of the risk factors preventing their overall business goals from being achieved, the company reached out to LUDECA for a viable solution to their current problems. We installed a VIBCONNECT® RF wireless condition monitoring solution. The installation was quite challenging because the units to be monitored were located three stories high and the control center is about 600 feet in length with hurricane-proof walls. The VIBCONNECT wireless system not only monitored overall data, spectral and waveform data continuously every 30 minutes, but also enabled the facility to identify two bearing failures on an important motor-blower set.

Is your company faced with the same challenges? Is your vibration program catching the failures on all your equipment? Are processes being stopped and demand not being met? A proper condition monitoring and reliability-centered effort will always provide a positive return on investment.
by Alex Nino CRL
Most facilities have a planning and scheduling process for maintenance work activities. The goal of the planning process should be to determine and prepare the parts, tools, permits, steps, etc. that are required to perform the maintenance activities at the scheduled times. The planning process could fail if the total number of equipment issues overwhelms the planning system. The planning process should include proactive activities to identify failure conditions on equipment. Tasks such as Condition Monitoring activities should be one of the driving influences for planning and scheduling activities. A substantial focus should be given to activities that prevent or identify equipment defects.
by Trent Phillips
Here are some more reasons to consider an online vibration monitoring system.
- High Accuracy: Primarily in machining processes, or for highly precise machinery that has no tolerance for deviation, online systems can provide advance early warning of developing problems and other critical information as to operating conditions, correlate conditions that can lead to problems in production quality and provide the clues required to avoid recurrence of future problems.
- Quality Control: Cost has historically been a limiting factor in this area. Most QC relies on a trained eye, or post production inspection and measurement. An online system may provide real-time QC information as product is being made, as problems are being caught, or before a batch or a production run has to scrapped, re-worked or treated as “seconds”.
- Repeatability: With data collected from an online system, one always gets consistent data from the same sensor mounted at the same angle, with the same pressure, time after time. The only real change from one reading to the other, once adjusted for changes in operating parameters, is the condition of the machinery itself. An online system will capture very small deviations long before they turn into problems. This is especially valuable on very sensitive equipment.
- Always on: An online condition monitoring system delivers data with never a break and is always available. A complete set of data is obtained instead of mere chunks of data sporadically collected by hand.
- Protection: Online systems can be configured to enable an output relay upon alert and/or absolute fault. This is something that is best done after some time has been spent looking at the historical data and trends. Establishing “alert” and “alarm” levels can protect the equipment being monitored. You can also use an output relay to a flashing light or audible alarm.
- Intermittent Duty: Much time is wasted waiting for a machine to reach a steady state or run at a certain speed or run at all when collecting route-based vibration data. An online system will run the route unattended, and can be set to collect data only when certain parameters are met such as a certain speed or temperature, or at particular times.
- Remote Diagnostics: Online systems permit remote or off-site analysis of data, reducing dependence on local expertise. It is therefore easier to trend, correlate and diagnose.
- True Machinery Condition: Vibration is conditional and subject to many variables such as speed, load, temperature, pressure, power supply, valve condition etc. An online system can record and store these additional inputs and can trend and cross reference this data.
Thanks to Jay Gensheimer with Solute LLC for this valuable post.
by Ana Maria Delgado, CRL
There are many reasons to consider an online vibration monitoring system.
- Criticality: This is the most common reason why online monitoring systems are installed. Air compressors, main mill drives, chillers, or any potential production bottlenecks are the primary candidates.
- Safety: Rotating equipment can be dangerous to be around. Excessive noise, heat, or moving product can be a treacherous environment in which to work. Often guards, interlocks, safety devices, and other safety-related obstructions prevent us from getting good data. This is especially true in containment areas, hazardous locations, and in confined spaces.
- Accessibility: Just because the machine is visible does not mean that it is accessible. The area may be restricted, moving equipment may block access to it, or the critical asset itself may move (such as a locomotive or mining equipment that is not readily accessible). Complicating considerations are commonly related to cost, logistics or manpower.
- Remote Locations: Distant pumping stations, offshore platforms, or shipboard machinery at sea may make onsite data collection and analysis very difficult and expensive to justify. An online monitoring system can be the ideal solution for these situations.
- Time & Cost: Often an asset runs intermittently or is only used in certain cycles. Sometimes the cost of assigning a person to collect the data and the time it takes to travel to and from an asset is greater than the value of the data it offsets. If this cost and time, including waiting time for the machine to run a cycle, exceeds the perceived value of the manually collected data, an online system might be considered.
- New Equipment: An online system may be useful for new rotating assets, especially if they embody a new design for which little or no historical data exists, involve high criticality, or just need to be monitored to ensure they function correctly through the new equipment break-in period or warranty period.
- Older Equipment: If an asset needs to be nursed through late life cycle stages and monitored for continued proper operation even though it is entering the wear-out zone of its components, an online system will give the information needed to make those judgment calls or to buy enough time to get through a production run.
- Unique Machinery: For machines that are one-of-a-kind, unusual, or might contain a great deal of foreign content whose replacement parts have a longer delivery lead time, an online system will give the advance warning one needs to avoid service disruptions.
Thanks to Jay Gensheimer with Solute LLC for this valuable post.
by Ana Maria Delgado, CRL
You’ve got it, so why not use it? What am I talking about? Besides your VibXpert® vibration analyzer, you probably have other tools that can be utilized to deliver additional reliability information to your management and facility.
1. Visual inspections can be logged into your vibration routes to help your facility keep on top of a number of things, like:
a. Transformer cleanliness
You can log the transformer as:
- Clean
- Slightly Contaminated
- Dirty–Needs Attention
- Very contaminated – (reduced cooling capacity!)
b. Motor cooling fin cleanliness (same as [a])
c. Plant area cleanliness
- Clean
- Slightly Contaminated
- Dirty–needs attention
- Very contaminated – possible safety hazard
d. Plant area fire equipment condition
- Fire Equipment Ready!
- Hose missing!
1. Valve wrench missing!
2. Nozzle missing! - Extinguisher missing!
e. Record pressure, amperage, megawatts, etc. from gauges.
The list of uses for visual inspections goes on and on. Each inspection can be trended and reported. Many facilities struggle to keep up with some very important equipment or conditions around the plant, because it may not be easily worked into daily routines. If you are already in a routine of collecting vibration data, then you should take advantage of visual inspections. Add all the value you can to your tours through the plant! Find out what the Maintenance Manager or Production Manager might be very interested in knowing on a regular basis and add it to an existing route!
2. Do you have a strobe light? You can use it along with the “Visual Inspection” process spoken of above, and do visual inspections on critical machine couplings even while the machine is in operation. Take great care to remain safe, while getting valuable visual inspection data.
3. Do you have an infrared thermometer gun? If so, you can connect it to your VibXpert to record critical temperatures during a route and trend them. These are just a few suggestions of additional value you may be able to add to your maintenance and reliability efforts from other tools already in your kit and through visual inspections and data-logging activities.
by Mike Fitch CRL
Maintenance departments are often expected to collect data on critical equipment in a consistent manner in order to monitor the efficiency and maximize the life of such equipment. Doing this manually can pose safety or health hazards to those responsible for collecting the data. The solution is to install permanently mounted sensors with wiring directed to a termination/switch box.
There are several ways to permanently mount the sensor to the machinery, but the most common are:
- Adhesive: This consists of using a strong epoxy-like adhesive that will allow for a sturdy mounting. It is very critical that the two surfaces be thoroughly cleaned with a steel wire brush to remove any paint and/or corrosion that can compromise the integrity of the bond between the sensor and the machine.
- Drilling and tapping: This consists of drilling a hole into the casing of the machine and then tapping the hole to the thread of the stud included with the sensor. This last method is the preferred method as it will guarantee a completely solid bond between the sensor and the machine

For whichever of the above methods is chosen, cabling will have to be routed. It is important to route the cable through the conduit so that it is protected from harsh temperatures or exposure that can potentially cause damage. When possible, utilizing a cable trough will help keep the cabling organized and away from any of the rotating components of the machine. Labeling the cables will guarantee that the final wiring in the termination/switch box becomes a smooth process. Once the routing of the cable is completed, thanks to the labeling of the cables, the wiring to the termination/switch box becomes very simple. Once the permanently mounted sensors are installed, the analyst in charge of the Condition Monitoring program can safely collect data with the help of a capable data collector such as the VibXpert® II. This will help the plant maintain a world-class reliability and maintenance program while ensuring the safety of its employees.
by Mario Rostran CRL
It is surprising that most users of Condition Monitoring (CM) technologies do not keep their software and/or device firmware updated. Many reasons such as having to pay for updates and support may explain why this happens.
Some of the disadvantages of not keeping your software and firmware updated are:
- You will not receive critical bug fixes. This means living with an annoying problem that may be resolved by simply updating.
- You will not receive feature enhancements. Maybe some of the new features you have requested or new functionality that will allow improvements in job performance is easily available by updating.
- Most vendors do not keep older versions of their software and firmware operational for support. This makes customer support much more difficult for all involved.
Some companies, like LUDECA, do not charge for support or update agreements on the products they provide.
Therefore, it makes even more sense to keep your CM hardware and software updated. Make sure that you keep your contact information updated with your vendor as well. They will wish to notify you when updates are available and can’t if no primary contact information or outdated information is provided.
Latest firmware and software for your LUDECA products.
by Trent Phillips
Some of the best engineers start out as technicians, operators, and mechanics. The reasons should be obvious but are not always understood. These individuals know how to install, operate and maintain equipment. A good manager, engineer, or Condition Monitoring (CM) Analyst should always seek the advice of equipment operators and maintenance employees. The value obtained from a simple conversation can be enormous. They can help with critical things that may otherwise have gone overlooked. This can help improve the design, installation, operation, or maintenance of equipment. The information they are capable of providing but isn’t being exploited may explain why routine reliability problems continue to occur. Never overlook the wealth of information that may be sitting next to you at lunch or working next to you each day!
Watch our Reliability Matters videos
by Trent Phillips
- It is impossible to implement good planning and scheduling methods
- Equipment failure is usually random and the root causes are very difficult to determine
- Higher level of equipment damage is experienced
- Higher equipment repair cost is experienced
- Higher spare parts inventory is required
- Greater maintenance staffing is required
- Higher overtime labor cost is experienced
- Higher machine downtime is experienced
- Higher risk to product quality
- Higher risk to human safety
- Higher environmental risk
- Lower production availability is experienced resulting in reduced capacity
- Lower profit is experienced
- Competitive advantages are lost
by Trent Phillips