1. Collect the best data you can, using a high-quality ultrasonic data collector.
2. Consistent sensor placement must fundamentally be observed.
3. Identifying boundaries that impact data transmission is imperative.
Ultrasound is Shy… It Keeps Boundaries
Think of ultrasound as the quiet introvert. It prefers to stay in, and rarely mixes well with ultrasounds from other places. We call this “boundary behaviour” and it’s another characteristic that makes ultrasound such an attractive condition monitoring technology. Ultrasound signals remain isolated to their source, making it easy to pinpoint defects without interference from other elements of the machine.
Sensor Placement
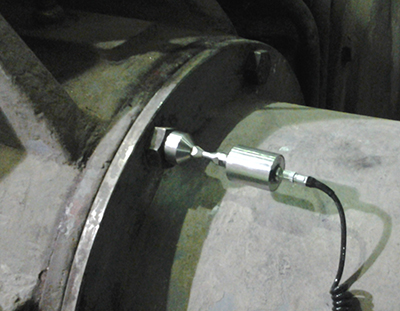
Inspectors tempted to place their ultrasound sensor directly on the gearbox cover should reconsider. This common mistake affects data integrity. A gasket seals the cover plate to the gearbox housing. The specific acoustic impedance of the gasket material differs greatly from the cast metal of the gearbox. The change in materials a boundary barrier through which bashful ultrasound is reluctant to be passed. A better option is to place the sensor on a bolt head, which is directly connected to the gearbox housing. The result is crystal clear ultrasound signals for listening, trending, and condition assessment. HearMore: Click here to listen to Damaged Gearbox.
Special thanks to our partner Allan Rienstra from SDT Ultrasound Solutions for sharing his great knowledge with us!
by Allan Rienstra - SDT Ultrasound Solutions
Why We Ignore Leaks
Compressed air is a misunderstood utility. As such, it tends to be misused and even abused. Leaks continue to be the biggest problem; often overlooked because they are difficult to detect, don’t smell bad, don’t make a mess on the floor, and rarely stop production.
The Real Cost of Leaks
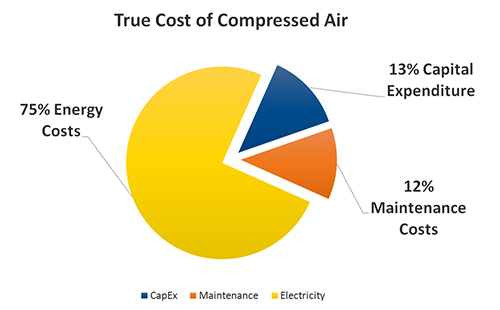
One of your factory’s highest operating expenses is the energy consumed by your compressed air system. Only 25% of the cost of a compressed air system is capital cost and maintenance. The remaining 75% is energy, and as much as 35% of that energy is wasted satisfying leaks.
Additional Impacts
Compressed air leaks create fluctuations in system pressure, which negatively impacts product quality. Compressors work overtime to compensate, leading to early degradation of the asset. Eventually, the compressor system can’t keep up with demand. What can you do? Buy yet another compressor for more capacity? Or optimize the capacity you already have by finding and fixing leaks?
With so much at stake, why are compressed air leaks managed so poorly, and why doesn’t every organization have an air leak management program?
Where to Look for Leaks
Every component has the potential to leak, but we can hasten our search by focusing on common failure points. Usual problem areas are branch line connections, automatic drain traps, desiccant filters, regulators, coalescent filter assemblies, quick couplers, valves, hoses, fittings, pneumatic cylinders, and thread sealants. Most leaks occur at points of use, so begin your search there.

How to Find Leaks
Locating air leaks in a loud factory floor is next to impossible with a human ear. The best, and easiest, way to find air leaks is with an ultrasound leak detector. Ultrasound detectors allow you to hear the minute hissing noise produced by leaks, despite the roaring noise of a production area. Ultrasound detectors are portable, easy to use, and require little training to get started.
How to Manage Leaks
It’s not enough to just find leaks. Fixing and documenting savings is a necessary part of the program. One way to justify the labor costs and capital expenses is to track them with SDT’s LEAKReporter, a mobile smartphone App available for iOS and Android. LEAKReporter is focused, simple and free. It saves inspectors time and money by documenting leaks in pictures, estimating their cost impact, and creating fast comprehensive leak reports.
Being competitive has never been more important than it is today. Energy costs directly impact your bottom line. There is no easier way to reduce energy waste than to tackle the “low hanging fruit” in your compressed air system.
by Tristan Rienstra
Using ultrasound to locate compressed gas leaks is relatively easy, but occasionally it can present some challenges. The reason ultrasound is so successful is that it is a high frequency, a short-wavelength signal that does not like to penetrate 2nd mediums. While performing compressed gas leak inspections, keep in mind that strong ultrasonic signals can bounce off most materials leading to false indications.
To overcome this challenge, turn your ultrasonic detector 180° and see if the signal is stronger coming from that direction.
Download Find-and-Fix Leaks Procedure

by Paul Klimuc CRL - SDT Ultrasound Solutions
Simon is a condition monitoring specialist from a local oil refinery. He contacted my office for advice about predicting flexible coupling failures. Currently, they perform basic vibration analysis on their pumps and motors using an overall meter. They have some success predicting bearing failures but the same cannot be said for couplings. Several unexpected failures shut them down this year.
Within the facility they identified 58 pump systems considered “A Critical”, meaning if they go down, the plant goes down. I suggested ultrasound as a fast, safe, and affordable solution. Specifically, the SDT270DU offered him the best value. Not only could Simon use it to monitor couplings with ultrasound; but it also takes vibration measurements, thus eliminating the need for Simon to carry two data collectors.

By placing an airborne sensor near the coupling Simon can quickly trend an evolving defect. The SDT270DU gives Simon the choice to either spot check for defects – good – or integrate all 58 couplings into his established bearing routes – best.

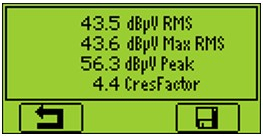
I explained to Simon how several clients already trend couplings using the Flexible Wand. The SDT270 collects a STATIC ultrasound measurement that gives four indicators of the condition. The first two – Overall RMS and Max RMS – indicate the level of friction produced by the defect. When these indicators rise, maintenance may consider corrective alignment during a planned shutdown. The second two – Peak and Crest Factor – identify the emergence of impacting. Together, all four indicators establish a life cycle trend for each coupling.
Once impacting appears, the Peak indicator increases in step with Overall RMS. Crest Factor (CF) is a comparative ratio between Overall RMS and Peak. As CF trends higher it warns that the window for simple maintenance has narrowed. Inspectors may choose to collect a DYNAMIC measurement when CF alarms are triggered. The DYNAMIC measurement provides a visual representation of friction and impacting severity. For both STATIC and DYNAMIC measurements it’s important to define the signal acquisition time.
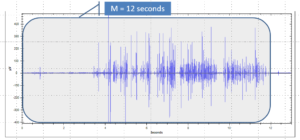
User-defined signal acquisition time, available exclusively on SDT instruments, is a luxury that lends ultrasound technicians the highest level of precision. Without the ability to set the sample time, inspectors must guess when to pull the measurement trigger and question the validity of their data. Simon explained that all 58 pumps turn at speeds above 1800 RPM. Accordingly, he should set his SDT270’s signal acquisition time to between one and three seconds. One to three seconds at 1800 RPM samples the coupling for 30-90 revolutions.
Shaft couplings are guarded for safety. Any ultrasound inspector working around rotating equipment must be required to demonstrate an understanding of company safety policies. Safety considerations are engineered into SDT sensors. The Flexible Wand’s 10mm diameter sensor is designed to access the coupling with the safety guard in place (see figure 2). The 21” long sensor sports a comfortable, ergonomic grip that allows an inspector to collect danger-free data.
Simon seemed convinced but wanted to Hear More. Since this solution was already working well at a nearby paper mill, I introduced Simon to the plant manager, Sunil, and invited them both to lunch. Sunil and Simon connected on so many common reliability issues that afternoon. He confirmed the affordability of this solution based on coupling failures alone but went on to explain how their mill was rolling out ultrasound for acoustic lubrication, steam trap monitoring, electrical inspection, and air leak management. Simon and Sunil continued their conversation well into the afternoon. They agreed that ultrasound, with its 8 primary applications for reliability, represented a fast, safe, and affordable technology with the potential to revolutionize reliability culture. I sat back, happily watching two impassioned specialists strategize about reliability culture. I love my job!
by Allan Rienstra - SDT Ultrasound Solutions
Condition Monitoring Expert Tip #5 by Mobius Institute
Now, this is a tricky question to answer… We have a few contenders: high-frequency vibration analysis, regular vibration analysis, ultrasound, oil analysis, wear particle analysis, and infrared analysis. Let’s start by ruling a few of them out.
Infrared analysis is used to detect heat in a bearing, which is a late-stage fault condition, so that’s not your best option. Regular oil analysis can detect the presence of the wear metals within the bearing, but wear particle analysis is a better tool for that. Regular vibration analysis (i.e. velocity spectra) provides very clear indications of bearing faults, however, the high-frequency detection techniques provide an earlier warning. That leaves high-frequency vibration analysis, ultrasound, and wear particle analysis.
Ultrasound is the easiest to use. Push the probe against the bearing and listen carefully and you will hear if the bearing is in distress. (You can also record and analyze a waveform, but now you may as well be performing vibration analysis). Many would argue that high-frequency vibration analysis (such as enveloping, PeakVue, shock pulse, and others) provides a clearer indication of the nature and the severity of the fault. But it does require more training and potentially a more expensive system to perform the collection and analysis.
And that leaves wear particle analysis. Let’s just say that if you own critical gearboxes, you absolutely must perform wear particle analysis. Performed correctly, you will detect the first signs of wear, and complex gearboxes provide a greater challenge for the vibration analyst and the ultrasound tools.
Although I haven’t really answered the question, I am hoping to have put you in a position to make the right decision for your situation.
Thank you Mobius Institute for this valuable tip!
by Yolanda Lopez
Condition Monitoring Expert Tip #4 by Mobius Institute
This tip is sponsored by IMVAC (International Machine Vibration Analysis Conference)
There is no doubt that technologies such as vibration analysis, oil analysis, ultrasound, and infrared are very powerful. They can tell you a great deal about fault conditions in rotating machinery, electrical systems, and more. But if the criticality warrants it, you will be in a much stronger position if you have multiple technologies indicating that a fault condition exists rather than relying on just one.
For example, if vibration analysis indicates there is a problem in a gearbox, oil analysis can confirm the fault with the presence of wear particles. In the case of vibration analysis, you can utilize high-frequency analysis, spectrum analysis, time waveform analysis, and phase analysis to enable you to validate your diagnosis.
There can be a great deal at stake when you make a diagnostic call on a piece of equipment. More so if it is critical equipment. At the very least, a false diagnosis may lead to equipment failure (if you miss the fault condition) or it can lead to unnecessary work and downtime. What’s more, your reputation is at stake. Sadly, people often forget when you make the right call, but it can take years for people to forget when you make the wrong call.
Thanks, Mobius Institute for sharing such valuable information with us!
by Ana Maria Delgado, CRL
I often hear the question, “what can I detect with ultrasound?”. The fact is, ultrasound is such a versatile condition monitoring technology we tend to ask it to do things beyond its capabilities. And that’s fine because I firmly believe every technology should be pushed beyond its limits. It’s how we get better.
But to help answer the question, “what can I detect?”, I ask a simple question in return. Is your application FIT?
Now you’re asking “what does he mean by is it FIT”?
Let me explain. FIT is an acronym for Friction, Impacting, and Turbulence. Basically, if the defect you are searching for generates any of these three phenomena, then ultrasound is a solution FIT to solve your problem.
Let’s try a super easy example. You are tasked with finding compressed air leaks in your factory. Air lines run every which way throughout your deafeningly noisy plant so you can’t hear the leaks. You could run your hand along all the pipes and anywhere you feel the cool air rushing out you’d know you found a leak. Or you could spray soapy water on the pipe joints and look for bubbles. A third solution could be to wait for a plant shutdown and listen for the turbulent flow of air leaks when everything is quiet.

The BEST solution is to ask, “do compressed air leaks produce Friction, Impacting, or Turbulence?”. That’s it! Due to the difference in pressure on either side of the compressed air line, anywhere there is a leak there is turbulent flow. Ultrasound detectors are really good at detecting turbulent flow in high noise environments. There’s no need to run your hand along the pipe, reach for the bubble solution, or wait for a shutdown. Go grab your SDT Detector and start tagging leaks today.
by Allan Rienstra - SDT Ultrasound Solutions
Reposted from ReliabilityWeb
One method of detecting vacuum leaks is to use airborne ultrasound detection, a technology already widely used for positive ultrasound leak detection in compressed air systems. But finding vacuum leaks is not as straightforward as finding pressure leaks, and oftentimes, the method is abandoned in frustration.
One problem here is the quality of the ultrasonic instrument which can vary significantly from one manufacturer to another. Lesser quality detectors cannot function well in high noise situations. They simply have difficulty differentiating a leak sound from ambient plant noise. Since vacuum pumps already generate a lot of background noise, rarely will an inspector perform vacuum leak inspections in a quiet atmosphere. Another problem is the lack of inspector training which really plays a role when searching for vacuum leaks in high noise environments.
Just like positive pressure leaks, vacuum leaks produce a rushing, whooshing ultrasonic signal with peaks around 35-40 kHz. The ultrasound is caused by the turbulent flow of air molecules at the leak site. Positive pressure leaks, such as those found in compressed air systems, push the turbulent flow outward making them easily detectable from several feet with a quality ultrasound tool. Vacuum leaks behave quite the opposite, drawing the turbulent flow inward, decreasing the distance of detection as compared with positive pressure leaks. Most of the telltale leak sound is contained within the body which means inspectors must diligently trace an entire installation leaving no stone unturned in the search for ingress.
Read the full story by Allan Rienstra – SDT International and Karl Hoffower – Failure Prevention Associates including details and photos for a Vacuum Leak Inspection on Multiple Effect Evaporator at major Pacific Northwest Pulp & Paper Mill.
by Allan Rienstra - SDT Ultrasound Solutions
For rotating machines, it is necessary to reduce friction most of the time to increase efficiency, decrease power losses and support loads. The element of choice is the well known team of bearing and lubricant. Bearings, in their different configurations, are one of the most efficient ways to reduce friction between a stationary and a rotational part of a mechanism.

Two broad classes of bearings exist: plain bearings and rolling contact bearings. Which type of bearing is used depends on several factors related to the design of the machine and its process. Sometimes both types are used in the same machine doing different jobs. For this article, the focus is on plain bearings.
Choosing the best technology to monitor friction and condition in plain bearings is a challenge. Due to the physical characteristics of plain bearings, using vibration analysis (VA) is more effective for rolling contact bearings and less so for plain bearings. Ultrasound (US) is trending more frequently for condition monitoring of rolling contact bearings and it also shows promise for plain bearings. Understanding the physical differences between the two bearing categories is critical for developing condition monitoring strategies for plain bearings using ultrasound.
Read on to find out more about plain bearing types, failure modes and how to monitor.
by Ana Maria Delgado, CRL
When monitoring your bearing lubrication with ultrasound, it is important to watch for very high values in your condition indicators (total RMS and Peak values). After applying grease, both values should decrease proportionately. This is a sign the bearing was under-lubricated. If the total RMS value lowers and the peak value stays relatively the same, then the bearing has a mechanical condition that is generating impacts.
by Allan Rienstra - SDT Ultrasound Solutions
In today’s modern world information is found all around us and it is available at the simple push of a button; 24/7/365. Machine condition monitoring systems (online systems) have been around for quite a while, but they have typically been reserved for the most critical and most expensive machines at a facility. These critical assets typically comprise a small number of the total assets at most manufacturing plants. The majority of machines fall under the walk-around monitoring approach. If a condition monitoring program is being conducted at a world-class level then each machine is being tested monthly, however, at most manufacturing facilities manpower constraints restrict monitoring to quarterly or in some cases once or twice a year. Machines that have been historically confined to a walk-around type program can now be monitored successfully using an online system.
These systems can monitor and trend vibration levels as well as monitor and trend ultrasound and temperature.
The online systems can be configured to deliver a machine’s alarm status directly to the plant process control system. This allows the machine operator to take the necessary corrective actions. The alarm status can also be delivered to a maintenance supervisor via cell phone message or email. Using online systems to monitor the health status of your process equipment will allow the identification of problems early with minimal manpower so that catastrophic failures can be prevented which ultimately leads to less machine downtime for repairs and increased cost savings.
by Dave Leach CRL CMRT CMRP
May 2017 – Processing Magazine
This validated condition monitoring technology is versatile and inexpensive with a low learning curve.

Solving asset reliability issues becomes stymied when leadership is ambivalent about the benefits of adopting multiple technologies for condition monitoring (CM). When they do adopt them, they quickly learn technologies alone are not enough without the manpower to deploy them. One colleague stoically relayed his frustration when he said, “There are never enough of us (manpower), but there are more of them (problems) every day.”
Monitoring asset condition cannot be carried out effectively with only one CM technology, yet many maintenance departments rely predominantly on data from “just vibration” or “just oil analysis,” for example. More than one failure mode threatens asset health, and not every symptom is detectable by the same method. Some organizations have a strong vibration program but not anything more. Others may see clearly with infrared thermal imaging but lack a good oil analysis solution. A broader focus nets greater results.
Implementing several CM technologies is practical but often restricted by available manpower, budget, and lack of conviction from all departments. If this is your plant’s reality, perhaps start with the most versatile technology — the one that detects the most defects — with the shortest learning curve. Choose ultrasound first and build a program on that foundation.
Read my entire article to learn about the Benefits of Ultrasound, Reliability & Operational Excellence and Where is Ultrasound Useful?
by Allan Rienstra - SDT Ultrasound Solutions

Problem:
Maintenance had no way of diagnosing if a hydraulic actuator had failed or not. On commercial aircraft, actuators are used to move many important pieces of the aircraft (A/C). If an actuator was thought to be at fault, the engineers would order the replacement of ALL of the actuators in the region of the fault. This would cost several days of maintenance man-hours, lost A/C revenue, and the removal and replacement of parts that work fine.
Solution:
Use the SDT270 ultrasound detector with the RS-1 contact probe to listen to each of the actuators. By comparing the sounds of working actuators to failed actuators, the maintenance staff was able to remove and replace the ones that are truly broken.
Result:
Problems found in minutes versus days. The maintenance staff was extremely happy to have a new tool that could point to the source of the problem so quickly.
Special thanks to Karl Hoffower from Failure Prevention Associates, LLC. for sharing this success story with us!
by Ana Maria Delgado, CRL
Compressed air is one of the three highest-cost utilities in use at your plant. It is also one of the least maintained in terms of system leaks. Leaks are expensive and wasteful, but most often ignored.

Finding and fixing leaks is an easy way to reduce energy costs but finding them is not easy because of background noise.
- Why we don’t find and fix air leaks?
Leaks are often considered an unavoidable cost of business. Many of us simply don’t realize the high cost of compressed air leaks. - Air leaks cost you real money
Compressed air leaks are one of the leading expenses in the industrial world to this day. Leaks are a source of wasted energy, but they also contribute to other operating losses. - How much air is being wasted?
Air leaks are wasted energy. An industrial compressed air system loses up to 40% of its compressor’s output to leaks if left unchecked. - The best way to find leaks
SDT’s ultrasound technology provides you with the ability to check vast areas for air leaks quickly and effectively. The SDT270 hears high-frequency sounds created by leaks while ignoring low-frequency plant noise. - How to fix compressed air leaks
Finding the leaks presents a solution to the problem. But only fixing the leaks nets cost and energy savings. Without a follow-up to ensure found leaks were actually fixed, leak detection is just another expense. - Air leak prevention program
Implementing an Air Leak Prevention Program in your facility is essential for energy and cost savings. Proactive leak detection and good organization will reduce leaks to 10% or less of system demand.
Download our Leak Surveyors Handbook
by Allan Rienstra - SDT Ultrasound Solutions
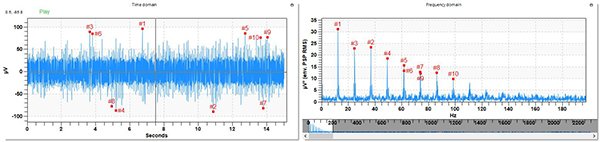
 On a recent plant visit, our solutions provider Bob Dunn with I&E Central, Inc. used the SDT 270 ultrasound instrument and a contact sensor to inspect and capture waveforms on a series of valves on an automated manufacturing machine. The results were a revelation!
On a recent plant visit, our solutions provider Bob Dunn with I&E Central, Inc. used the SDT 270 ultrasound instrument and a contact sensor to inspect and capture waveforms on a series of valves on an automated manufacturing machine. The results were a revelation!
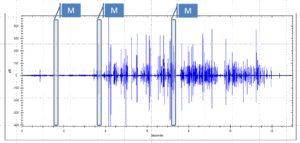
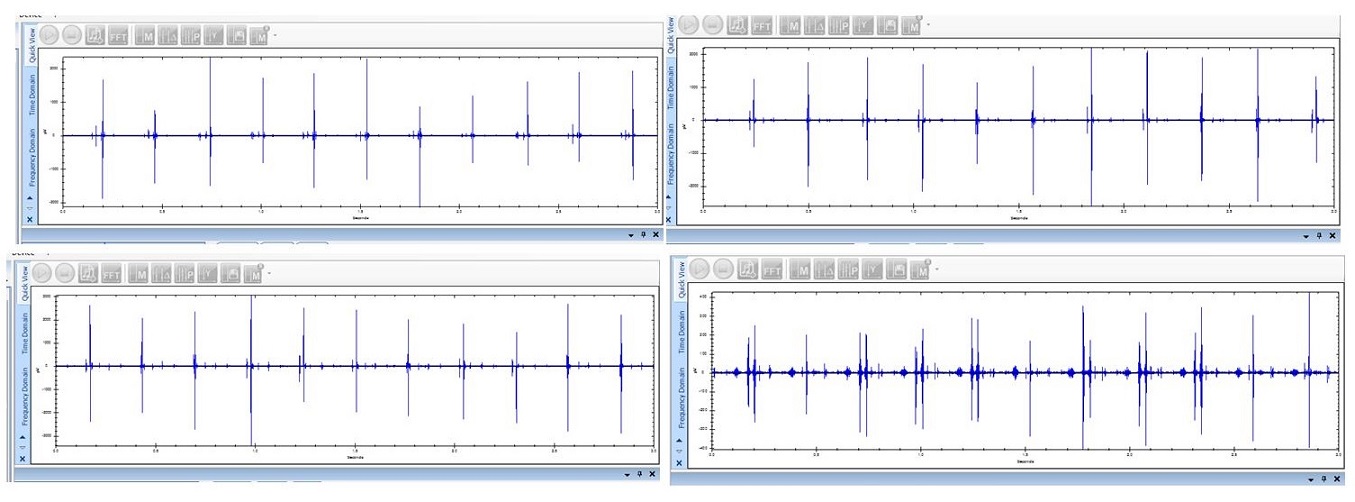
These valves open every 0.25 seconds and pass a brief pulse of air into the process. There were six valves, a 3-second signal was acquired on each. When we viewed the .wav files, one was significantly different from the rest, 4 examples are shown. Valve # 5 was passing a “double” pulse on most of its cycles.
Comparing signatures or levels on like components is a valuable diagnostic approach. At this point, the underlying cause has not been determined, but it is likely a worn component, and the valve should at the least be inspected further and possibly replaced. The failure of one of these valves would stop production on a high-speed automated line.
Properly applied, ultrasound gives you great insight into many types of assets!
by Ana Maria Delgado, CRL

- Most electrical cabinets are not hermetically sealed. Scan your ultrasound detector around the panel sides and ventholes to detect discharges like arcing, tracking, and corona.
- Not all electrical discharge faults produce heat. Use ultrasound solutions to hear what your infrared camera cannot see.
- Electrical discharge activity is amplified by high humidity. When performing ultrasonic scans at substations make note of the date and weather conditions.
- Ultrasound travels directionally through air compared with an audible sound. When scanning from a distance, therefore, it is important to inspect electrical systems from all sides.
- Corona discharge produces no heat on electrical systems below 240 kV so don’t rely entirely on infrared to find problems.
by Allan Rienstra - SDT Ultrasound Solutions
As Published by Maintenance Technology Magazine March 2017 issue

When it comes to electrical systems, most failures can be attributed, in large part, to installation problems, water damage, insulation issues, or poor workmanship. Such failures pose a serious safety threat and have the ability to shut down operations entirely. Ultrasound technology is a proven way to deal with them. In short, this easily deployed predictive tool offers sites a means of identifying and, thus minimizing the impact of these problems.
Read the full case study and learn how Brian Franks from JetTech Mechanical located an electrical fault with the SDT270 ultrasound system at a major water municipality.
by Yolanda Lopez
Bearings produce less friction when they are properly lubricated. But how do we know?
- How can you be confident that friction forces are where they should be?
- How can you confidently apply just the right amount of grease to return friction levels to normal?
- How can you distinguish between a bearing that needs grease and a bearing that is failing?
How does Ultrasound help?
Using an ultrasound measurement tool with digital decibel metering is a proven method for:
- Establishing a historical baseline for friction levels
- Monitoring changes in friction levels at regular intervals
- Triggering alarms when friction levels elevate
- Evaluating data to differentiate failure from friction
Our ultrasound solutions are designed for budget-minded inspectors. However, attention to detail, robustness, and quality have not been sacrificed at the expense of low prices. Equipped with needle and threaded contact sensors, acoustic lube adapter, and multi-surface magnet, our SDT systems answer the basic needs of lubricators. The non-contact temperature sensor can be used for additional control of bearing condition prior to and after lubrication.
Download our Ultrasound Lubrication Technician Handbook.
by Allan Rienstra - SDT Ultrasound Solutions
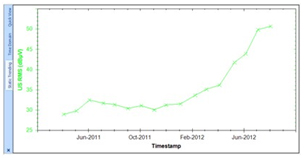
Rotating equipment produces a sound (ultrasonic) signature during operation. This signature can be measured and trended over time. As the machine components begin to fail a change in the ultrasonic signature will occur.
The change in sound level can be used to alarm that could be related to lubrication or bearing damage. A key factor to using an ultrasound tool successfully to determine machine health is collecting the measurements at the same location every time. The first step is to identify a measurement test point for each bearing to be monitored.
One method for data collection is to use a magnet that should be attached to a metal pad epoxied to the measurement location. The use of a magnet and mounting pad will allow for repeatable and consistent data for accurate trending and alarming. If access to measurement locations is restricted, then a sensor can be permanently installed so that measurements can be taken remotely. Ultrasound is an extremely valuable tool that can be used to detect bearing problems with slow-speed applications.
Ultrasound is an important part of any reliability-based condition monitoring program and can provide early warning of mechanical failure. This early warning can lead to reduced downtime and increased plant reliability.
by Dave Leach CRL CMRT CMRP
The basic concept of CBM (Condition Based Maintenance) is to monitor the condition (CM) of a machine over time and use conditional data to predict the need for maintenance to take action (PdM). Let’s apply this concept to the re-lubrication of rolling element bearings.
Using an SDT ultrasound instrument (simple or advanced), lube-techs collect data that indicates the current condition of the bearing. What are some of the Condition Indicators collected by SDT? Simple “STATIC” Condition Indicators. Ultrasound STATIC data provides an instantaneous snapshot of bearing condition.
- RMS – The average of the ultrasound signal over the duration of the measurement time
- Max RMS – The highest RMS signal observed over the duration of the measurement time
- Peak – The highest amplitude observed over the duration of the measurement time
- Crest Factor – A linear ratio between the Peak and the RMS (CF=Peak/RMS)
 Use the RMS condition indicator to determine lubrication intervals and guide you while slowly applying grease to a bearing. For example:
Use the RMS condition indicator to determine lubrication intervals and guide you while slowly applying grease to a bearing. For example:
- Correctly greased: RMS = 35.2 dBµV
- Under-greased: RMS = 45.8 dBµV
by Allan Rienstra - SDT Ultrasound Solutions