A topic I like to highlight and elaborate on during a training session is alignment tolerances. In my experience, I have found that most people involved in alignment don’t give tolerances much thought. Alignment tolerances are useful in that they give the technician doing the alignment a stopping point. But tolerances can vary widely: From coupling manufacturers whose tolerances are as wide as the Grand Canyon, to company X’s engineer who years ago decreed all alignment should be under 2 mils at the feet, the question is always asked: Which alignment tolerances should we use?
Today, most laser alignment tools have some sort of tolerance table built-in that is adjusted to the speed of the rotating equipment being aligned, along with some sort of indication that the value has been reached. Also, in recent years the American National Standards Institute (ANSI) developed (with the help of “alignment gurus” in the industry), a set of alignment tolerances for rotating equipment. In the case of our Easy-Laser XT systems, both of these options are built-in. The user can choose to use the default tolerances or a national standard for alignment tolerances. Both are close in their values. Below is an example of the ANSI standard for common RPMs, offering Minimal, Standard, and Precision tolerance values, for the parameters they named: Offset and Angularity Method.
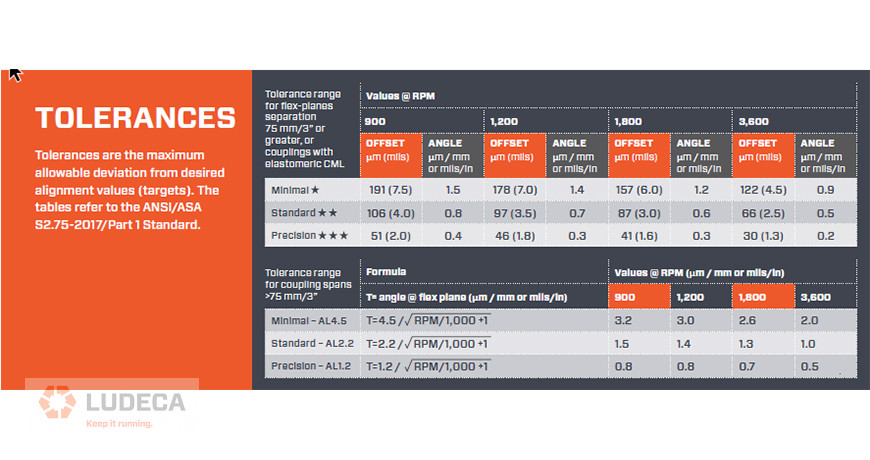
Let’s assume that the machine being aligned runs at 1800 RPM. The precision offset tolerance, in this case, is 1.6 mils (0.0016 inches). In the case of the Easy-Laser XT systems, the tolerance indicator is color-coded to each of the three options (Minimal in orange, Standard in yellow, and Precision in green.)
The point I like to emphasize in my training is, what happens when the final measurement shows the alignment to be at 1.8 mils of offset? The tool will not show green for the offset tolerance. It will instead show yellow because it is outside of the 1.6 mil threshold. But let’s think about what’s actually happening. The alignment is essentially 0.2 mils (0.0002 inches) away from giving a green indicator. So, the question we need to pose is:
Is it worth the time and resources to loosen up the bolts and make adjustments at the machine feet to correct 0.2 mils of offset at the coupling center to achieve Precision alignment?
The answer depends on how difficult it has been to achieve the 1.8 mils. It also depends on the condition of the baseplates, residual soft foot, length ratios of the machine, and what other tasks are planned for the day. If the 1.8 was achieved after the first move, and soft foot was fixed relatively easily, then making another move to fall within the precision tolerance may not be that difficult. On the other hand, we need to consider the fact that in the attempt to improve this alignment condition, it could get worse. Therefore, if the technician has been dealing with a baseplate that pulls the machine upon torquing the bolts, has a residual soft foot condition, or is simply needed in another part of the plant, it may not be worth it to make that small of an adjustment.
This is the reason why I always recommend reviewing the allowable tolerances for the machine being aligned prior to starting the alignment. This way we shift our focus from striving to achieve zeros, to reaching a tolerance value that has been studied and proven to be good enough. In the case above, knowing that the value needed to achieve precision alignment is 1.6 mils, will aid in making the decision on whether to make that final move or not, because focusing on tolerance indicators can lead to time wasted in making machine corrections when those resources could be used on more important tasks.
Filed under:
Alignment by Adam Stredel CRL