For many years, applying heat was explained as simply just that, applying heat. How it was done was usually left totally up to interpretation. In a field application, this could be left to the discretion of the crew doing the job, based on either what was available or considered most effective/least expensive/easiest. Any one of these criteria could doom a piece of equipment to an early demise. The same holds true for a shop application, where it is assumed that resources and tools are much more readily available. In either setting, a little information about how the equipment and parts are designed to work can shed a ton of light on how heat should be properly applied.
For an installation of, say, a coupling hub to a shaft, there is always a specification given for what the hub bore should be to fit a certain sized shaft and these dimensions should be checked first. Over-heating a hub to make it go over a shaft that is just a hair over-specified will not work. This will end up possibly damaging the hub through distortion and even weakening the structure (not what you want in a hub that could be transmitting thousands of horsepower.)
Most coupling manufacturers have a specification that pertains directly to the product they are selling for specific applications, but here are some guidelines.
Straight Bore – Interference fit with keyways:
Shaft Diameter (in.) Interference Fit (in.)
.5″ to 2″ 0.0005″ to 0.0015″
2″ to 6″ 0.0005″ to 0.0020″
6″ and up 0.0001″ to 0.00035″
Splined Shaft – Slight Interference fit
0.0005″ To prevent backlash or fretting of the hub
Tapered Bore – for high speeds and high torque
Interference fit of 0.001″ per 1″ of shaft diameter
With tolerances like this, betting that a little extra heat will get a job out of a bind just does not make sense. Knowing these tolerance values up front lets the technician know that a few measurements will go far towards making sure the work goes as planned. Accurate measurements of the ID for the hub and OD for the shaft will show if the diameters are right for the installation. Once that is established, the phase of applying the heat can begin! So how is it to be done…..?
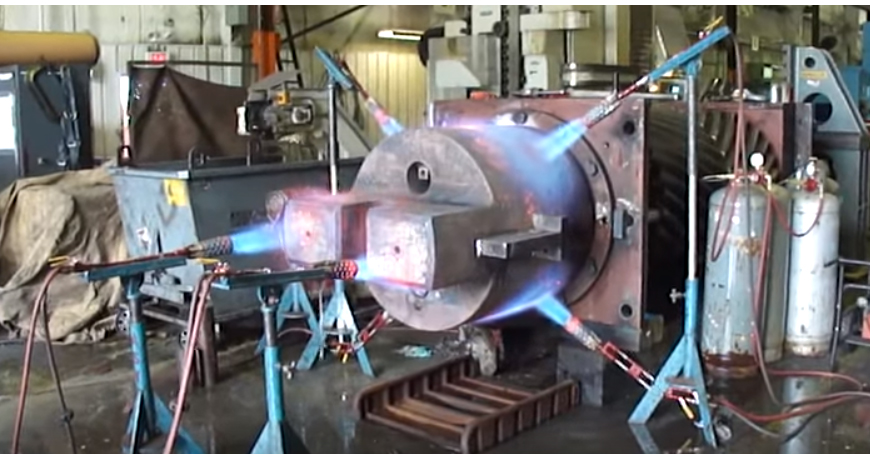
Does anyone have a clue as to how hot this is getting? It is an impressive collection of rosebud torches, and it appears that they are all heating the material, but clearly, hotspots can be seen. Even the manufacturer has notes about this.
“The hub may have to be heated in order to reach the desired position on the shaft. DO NOT SPOT HEAT THE HUB OR DISTORTION MAY OCCUR. Install shaft locknut to hold hub in place”
Maybe the results of work performed like this have been observed in the past. Did the equipment run efficiently? Did it exhibit vibration? Did it even make it to the first service interval?
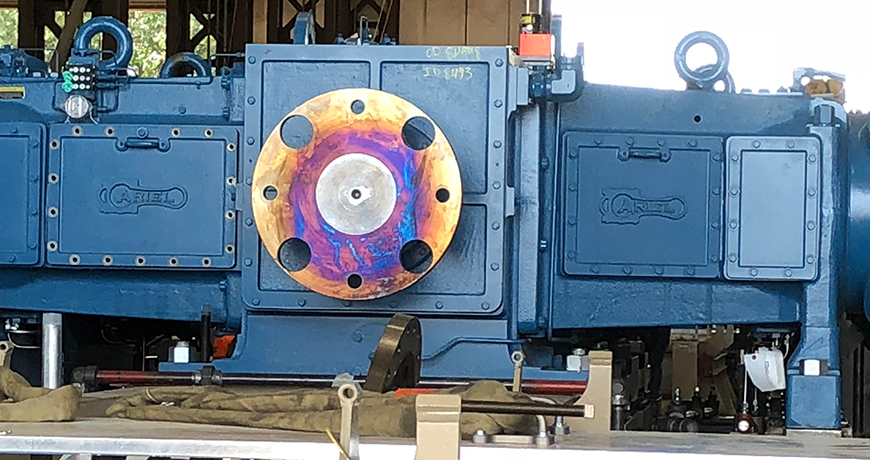
Knowing that this hub had “heat applied” to the point that it is permanently discolored the metal could help explain runout issues when trying to align this hub to the driving shaft. And even if the alignment can be done within tolerance, what forces will the bearings see? And what is happening to clearance for the shaft? Oil analysis might even start giving clues right away that there is a problem.
Proper application of heat with an induction heater eliminates all of the issues talked about so far. The induction heater guarantees that heat is evenly and accurately applied to the workpiece and that the workpiece is fully demagnetized before installation. If the technician has measured the bore and the shaft, cleaned everything properly for installation and used an induction heater to achieve the proper temperature, this job should go off without a hitch. Furthermore, there should be a report that showed how the hub was heated, over what span of time, and to what specified temperature. This eliminates a large amount of investigation (and possibly blame) in the event that a Failure Analysis investigation needs to be conducted.
Download our Basics of Induction Heating white paper and learn the basic principle behind induction heating, the diverse range of applications and advantages, and the different types of equipment you can use to reach your goals.
Filed under:
Induction Heating by Chris Greene CRL