Reposted from Easy-Laser®
The efficient manufacturing of today almost always depends on a minimum of downtime. Therefore a spindle crash is a most unwelcome accident. The good thing is that there now are fast methods for checking the machine.
One of the most common things that cause a need for service is a spindle crash. And of course, this always happens when you really need maximum machine availability! Therefore you want the geometry check of the machine to be as quick as possible. Most technicians would be thrilled to use the Easy-Laser® E940 system for measurement and alignment of the spindle, turret, and tailstock back to a precise position because it is so quick to set up on the machine and use. Here’s how to do it:
FIRST CHECK THE STRAIGHTNESS
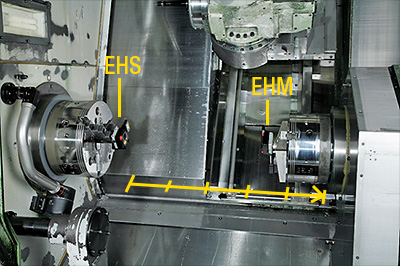
At first, we start to check the straightness of the Z-axis both for tailstock movement and for the turret. Mount the laser transmitter (EHS-unit or D22) in the main spindle and the EHM-unit at the moving part.
If the above measurement is within tolerance, normally 5-10 microns, we can go on with the next measurement.
NEXT STEP, SPINDLE BEARING CHECK
After a crash, you want to know the condition of the spindle bearing. Are the bearings still ok, or should they be changed? The E940 includes a vibrometer and software to listen to the bearing following an ISO-standard presentation/documentation, to give you the answer on how to proceed with the job.

SPINDLE DIRECTION
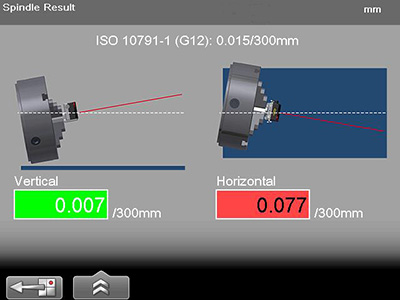
1. Main spindle to Z-axis (tailstock movement) – analyze the result, which should be within 0.015mm/300mm according to the ISO standard given by the display unit.
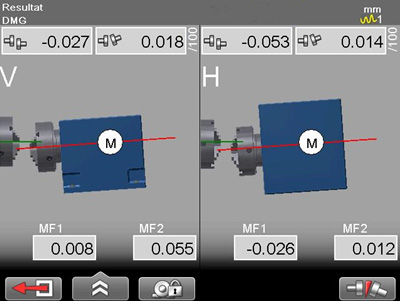
2. Carry on with the main spindle to turret movement.
MAIN SPINDLE
The main spindle to tailstock measurement is done by using the EHS-unit and EHM unit.
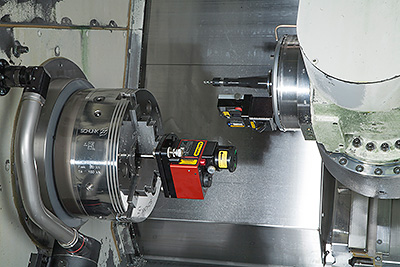
The main spindle to turret check is normally done by using a D22 laser transmitter in the main spindle and EHM-unit at the turret, see below picture:
START MANUFACTURING AGAIN
In a few hours, all measurements and necessary alignment have been performed with full documentation according to ISO-standard. Hopefully, no severe damage was found, and production can start immediately. The machine is back on track, and so are you!
Filed under:
Geometric Measurement by Ana Maria Delgado, CRL