This is a comment we hear all the time when someone buys a new laser alignment system. The assumption is that the cost of the system should magically make any alignment perfect, with little to no additional input from the technician. Nothing could be further from the case. In reality, the laser shows how inaccurate many work practices have become, as we depend more on technology. There are many factors that determine how an alignment job goes, and it’s time we discuss them. Without addressing these issues, the laser system will only continue to give us indications of how wrong things are.
- Mounting surface: Most equipment manufacturers give a specification of what type of surface material and surface finish should be present for the mounting of the equipment they sell. Whether that is a fabricated steel base, a concrete pad, or even a grout box, the expectation is that it meets the installation guide for how well the footprint of the machine mates to that surface. The idea is to get the maximum contact patch of a clean foot to that clean base. Any irregularities, voids, or contamination can allow for unintended movement. And that movement could be happening while trying to perform an alignment, or even worse when the machine is running.

- Mounting evenness or flatness: Knowing that the surface is ready to receive a piece of equipment goes a long way towards a smooth installation. Often, shims from equipment previously in place are reused to mount a new component. The thought is that it worked for the last one, so it should be fine for this new one. Most of the time, this is simply incorrect. Most quality rebuild shops machine the feet of a motor or pump as part of the overhaul process, to make them all coplanar, or even. It makes sense to make sure the base is even as well. If you establish that the base is flat, or at least shimmed flat before the new equipment is put in place, the installation goes much faster, and the alignment is easy to perform. Soft Foot should be practically eliminated by doing this step. (More on that in a bit.)

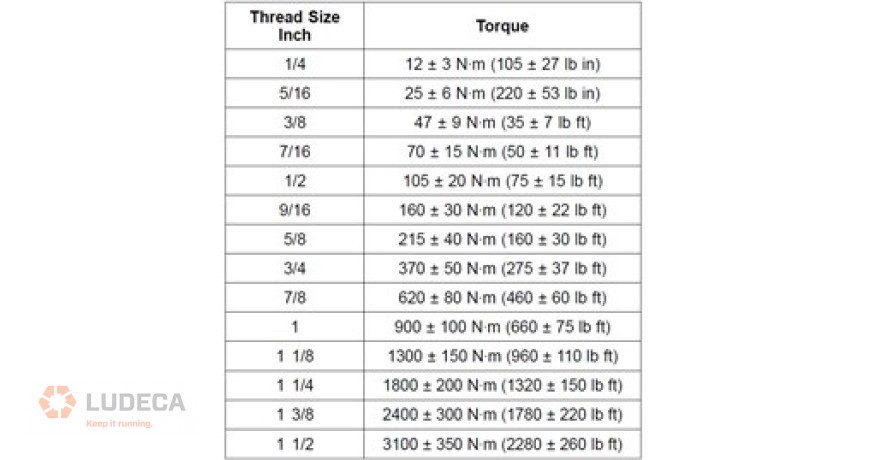
- Proper hardware and proper torque: OEMs are great at publishing specifications and possibly even giving recommendations for how to meet those specifications. What they count on is that everyone is aware of those requirements and how to achieve them. This means that when a torque spec is given, everyone from the design to the installation team should understand what size and grade of the fastener are required to meet that spec. Torque specifications for general fasteners are the same, no matter what industry. This means that if the bolt is 7/8″ in thread diameter, the general torque is 620Nm (or 460 lb/ft in old school terms), regardless of the setting. The only time these specs change is when it is in a specialized application, and at that point, specific torque charts are supplied. The main goal is to be consistent with the torque of hardware, so variables are not introduced from human inputs.
- Soft Foot: Ludeca has spent a large amount of time and resources trying to make the world more aware of soft foot conditions. We have videos, white papers, infographics, webinars, and in-depth diagnostics charts on the topic. The main takeaway is that if soft foot (i.e., machine frame distortion) is not eliminated, there is always an opportunity for unintended movement of the machine. It is simply not mounted correctly in some way even (including external pipe strain), and that situation is making it hard for the alignment to be done accurately, and hold the proper position when in service. When watching the outputs from a quality laser alignment system, if the tech sees numbers changing while tightening anchor bolts, that is an indication that soft foot is present. Visit our Knowledge Center for resources and tools to help you succeed when implementing and using our maintenance technologies.

- Second-guessing: The laser system is telling the tech one thing, but the thought is that the system is wrong. But something is occurring for the laser to give that information. Moreover, all of that information was gathered using inputs from the tech. The laser system is basically a computer with sophisticated optics attached, which means that “bad information in equals bad information out.” A better understanding of how the system calculates results makes it much easier to understand why those results are displayed. Training is the best way to resolve the confusion. Some companies buy laser systems, thinking that it will resolve all issues from alignment work and make the plant more reliable. In fact, this sometimes goes the other way. If the staff has been doing things a certain way for enough time that it becomes standard operating practice, the introduction of the laser might highlight how those practices were actually contributing to failures. Proper training not only shows the tech how to turn the system on but also shows how to achieve the best results for alignment. Sometimes, that training can identify issues that have been plaguing an operation for years, and actually, make life easier by not “fighting with the tool.”
Related Blog: What makes a laser shaft alignment tool accurate?
Filed under:
Alignment by Chris Greene CRL