It seems a simple question, yet when asked, the answers are not always similar, or simple.
Some say, “to fight friction” and that is true. We do add grease to an asset’s moving parts to reduce friction. But there’s more to it than that.

Some say, “to reduce heat” and that is also true. The right amount of lubricant does help keep moving parts from getting too hot. But some lube techs, thinking more is better, take it to the extreme. They add more grease — thinking they are doing good — and instead choke the machine’s ability to disperse heat.


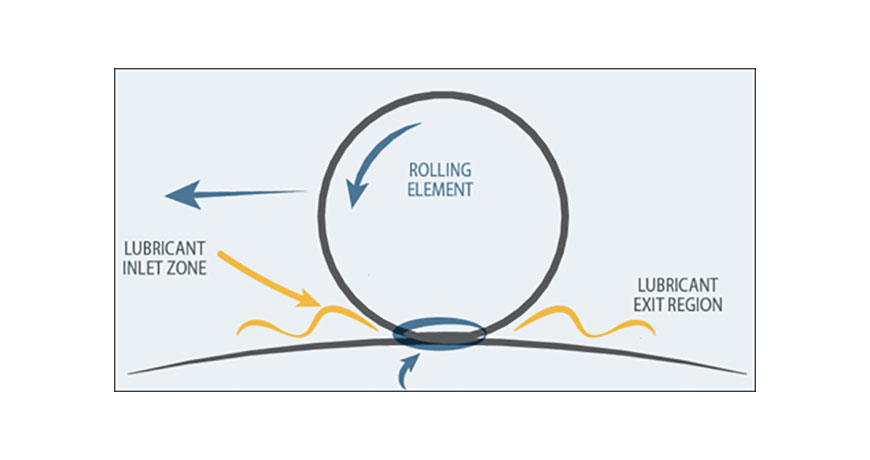
The real reason to lubricate assets is to form separation between surfaces. This logic applies to not only motor bearings. The pistons in an engine, chains on a chain drive, gears in a reducer, even linear bearings that do not rotate, but slide back and forth. The primary purpose to lubricate physical assets is to keep moving surfaces from coming into contact with each other. Because when they do, failure modes are initiated, and lifecycle is shortened.


Friction is a force which opposes movement between surfaces. Friction increases wear between surfaces, increases system temperature, and dramatically increases power consumption. The right amount, and type of lubricant creates a thin film between two surfaces. For as long as that film is maintained, it protects the asset from wear and heat while allowing it to produce in an energy efficient way.
Some lubricants offer the additional benefit of controlling corrosion. They contain additives which prevent rust from acid and water attacks.


Grease must be kept free of contaminants, but the very nature of the thickener allows it to pick up dust and grit. Proper storage is therefore crucial, and clean grease applied properly can actually shield machines from the ingress of contaminants.
The science of lubrication continues to evolve for over 4000 years. But the principles remain the same; to maintain separation of two or more surfaces, thus prolonging the reliability of the entire asset.
We welcome you to read the previous blog in this series, “Three Myths About Greasing Bearings.”
Download our Oil & Grease Storage Best Practices for more tips to help outline the best practices for proper lubrication storage.
by Diana Pereda
I attended a training recently on the Easy-Laser XT770 alignment system at an oil and gas fracking company in West Texas. During the training I heard the term “grease worms” and even though I have been in the lubrication field for 29 years, I was unfamiliar with this animal.


Come to find out, it is a term used to describe an application completely devoid of any grease. In other words, someone didn’t grease the equipment at all and according to the guilty parties, these fictitious “grease worms” must have eaten the grease!
That got me thinking about the different oil viscosities and grease thickeners and how not all greases are created equal. We must look at each application individually and determine the correct oil viscosity and the correct thickener or “soap” that will work best in the application. You see, the thickeners have different characteristics that affect the performance. The term “LETS” can get us close to our final selection.
- Load – what load will the bearing be supporting during its life cycle? Heavily loaded bearings are typically slower moving and would require a more viscous base oil to help separate the metal surfaces moving opposite each other. I might choose a calcium sulfonate thickener for this application because this thickener has excellent load carrying capabilities.
- Environment – where will the bearing be located? Is it outside, exposed to the elements? Is it in the fracking world where water, dust, dirt, vibration, rain, or chemicals etc. will have an effect on the grease’s performance? Choose the thickener wisely as now a lithium complex or aluminum complex soap may be the best general purpose option.
- Temperature – In West Texas, the temperature swings can be 60 degrees from night to day. This might affect the performance of the grease as it relates to pumpability, especially in an automatic grease system like this facility was using. Now, the thickener might deter the flow of the grease as some soaps are known not to pump well, like a calcium sulfonate.
- Speed – what is the bearing speed? Faster and smaller typically have the need for a lighter viscosity base oil and a more flowable thickener. Conversely, a large, heavily loaded slow moving bearing would require a more viscous base oil and a more robust soap to help carry the load.
In conclusion, LETS investigate each application on its own merits to make the best final determination for which grease should be used; and, precision lubrication using ultrasound can help ensure that the right amount of grease is being used, and might just help avoid the infiltration of the dreaded “grease worm”!
by Diana Pereda
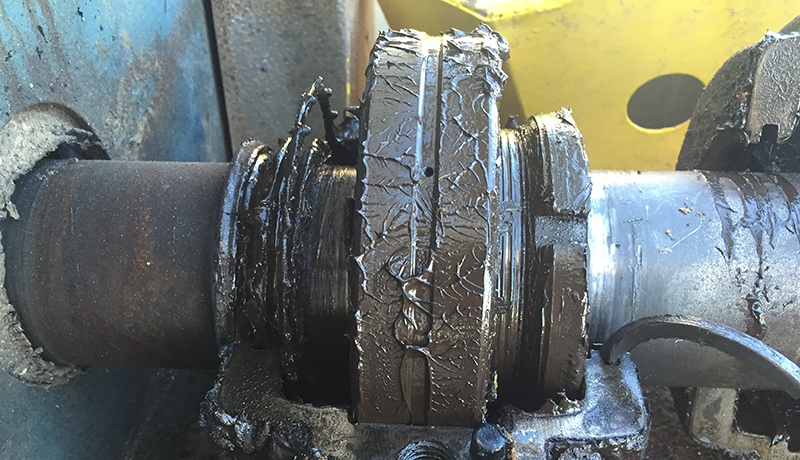
Once you understand how grease actually works to lubricate a bearing, it becomes obvious why over-greasing causes so much trauma to both bearings and the grease itself. Remember, all we want from our lubricant is to provide a little separation in the war zone. Nothing more… nothing less.

If you’re reading the term “war zone” for the first time, we use that term to describe the region of the bearing where all the wear and tear occurs.
Now let’s dispel three myths about greasing bearings.
Myth #1: if some grease is good, then a lot more must be great.
- WRONG! Most bearing manufacturers like SKF, FAG, NTN, KOYO, all recommend that the bearing housing cavity only be filled to 30% capacity. Lube departments using a time-based approach to grease replenishment are almost always leaving their assets in an over-greased state.
Myth #2: More grease will provide better cooling for the bearing.
- WRONG! Grease doesn’t provide cooling, air space does. Filling every void with grease chokes the bearing’s ability to dissipate heat generated by even normal friction levels.
Myth #3: If there is a grease nipple on the bearing housing it must be greased.
- WRONG! Some motors come with “sealed-for-life” bearings installed. These are meant to be never greased… EVER. Yet, someone thought it would still be clever to install a grease nipple anyways. You have to know what’s inside your motor because grease guns are like toothpaste. Once you squeeze the trigger you can’t stuff the grease back inside the tube.
Enough bad practices, please. We need a greasing strategy, but more than this, we need a greasing culture. Bad greasing culture will eat good greasing strategy for lunch. It only takes one bad actor, often well-intentioned – to destroy an asset.
Grease guns don’t kill bearings… people do.
Thank you Allan Rienstra with SDT Ultrasound Solutions for sharing this informative article!
Check out our LUBExpert, the ultrasound solution to avoid grease-related bearing failure! Plus, download our 5-Step Acoustic Lubrication Procedure an effective lubrication procedure to grease bearings right.
by Diana Pereda


Introduction
Simply stated, viscosity is defined as the internal resistance of a fluid to flow. That doesn’t sound too difficult, does it? Unfortunately, new temperature, speed and pressure demands on lubricating fluids have changed over the years, resulting in several different measurements and classifications being created to describe lubricant viscosity.
Some examples are SUS, cSt, cP, ISO, SAE engine, SAE gear and AGMA; it’s enough to make a person’s head spin.
Measuring Viscosity
Dynamic Viscosity
As mentioned above, viscosity is a physical measurement of a fluid’s internal resistance to flow. Assume that a lubricating fluid is compressed between two flat plates, creating a film between the plates. Force is required to make the plates move, or overcome the fluid’s film friction. This force is known as dynamic viscosity. Dynamic viscosity is a measurement of a lubricant’s internal friction and is usually reported in units called poise (P) or centipoise (1 P = 100 cP). A common tool used to measure dynamic viscosity is the Brookfield viscometer, which employs a rotating spindle that experiences torque as it rotates against fluid friction.
Kinematic Viscosity
A more familiar viscosity term is kinematic viscosity, which takes into account the fluid density as a quotient of the fluid’s dynamic viscosity and is usually reported in stokes (St) or centistokes (1 St = 100 cSt). The kinematic viscosity is determined by using a capillary viscometer in which a fixed volume of fluid is passed through a small orifice at a controlled temperature under the influence of gravity.
Grease Viscosity (Consistency)
Grease viscosity, traditionally called consistency, cannot be measured using the tests noted above. However, it is still relevant for selection of the correct grease for a specific application. Greases are fluid lubricants enhanced with a thickener to make them semi- solid. They usually are used in applications where a liquid lubricant would run out. Greases are sold by consistency grade, which in this case will be used synonymously with viscosity grade.
Grease consistency is measured using the cone penetration test. The National Lubricating Grease Institute (NLGI) created grade ranges for greases that have become the industry standard. These ranges characterize the flow properties of greases.
Viscosity Considerations
Various conditions must be considered when specifying the proper viscosity of a lubricant for a given application. These conditions include the operating temperature, the speed at which the specific part is moving, and the load placed upon the part. One other consideration is whether or not the lubricant can be contained so that it remains present to lubricate the intended moving parts.
Temperature
The viscosity of a lubricant changes with temperature – in almost all cases, as the temperature increases, the viscosity decreases; and – conversely – as the temperature decreases, the viscosity increases. To select the proper lubricant for a given application, the viscosity of the fluid must be high enough that it provides an adequate lubricating film, but not so high that friction within the lubrication film is excessive. Therefore, when a piece of equipment must be started or operated at either temperature extreme – hot or cold – the proper viscosity must be considered.
Speed
The speed at which a piece of equipment operates must also be considered when specifying the proper lubricant viscosity. In high-speed equipment, a high-viscosity lubricant will not flow well in the contact zones and will channel out by fast-moving elements of the equipment. On the other hand, low-viscosity lubricant would have too low a viscosity to properly lubricate slow-moving equipment, because it would run right out of the contact zone.
Load
Equipment loads must also be considered when selecting the proper lubricant viscosity. Under a heavy load, the lubricant film is squeezed or compressed. Therefore, a higher viscosity lubricant is needed. The higher the viscosity, the more film strength the lubricant will generally possess. In addition, the load can be either a continuous or shock load. A continuous load is a steady load that is maintained while the equipment is operational, while a shock load is a pounding or non-steady load. Under shock-load conditions, a low- viscosity lubricant would not possess enough film strength to stay in place, whereas a high-viscosity lubricant could stay in place and act like a cushion in the contact area.
Containability
In some applications in which a fluid lubricant would leak out, a grease might be recommended. However, it is still important to consider both the base fluid viscosity and the NLGI grade when selecting the proper lubricant. If the lubricant’s viscosity or consistency is too high, it might not flow where it is needed and the lack of lubricant – a condition known as lubricant starvation – would lead to metal-to-metal contact. This would cause wear that could ultimately result in equipment failure. The same thing could happen with a lubricant with too low a viscosity or consistency, because it might not stay in the area where it is needed.
With the SDT LUBExpert you have the ability to check on-condition lubrication and machine health using ultrasound.
Conclusion
Simply stated, viscosity is defined as the internal resistance of a fluid to flow, but it is probably the most important property of a lubricant. It can affect how the lubricant will function in a piece of equipment. If the wrong lubricant viscosity is selected for an application, the chances for equipment failure are dramatically increased.
Fortunately, organizations like ASTM, SAE, AGMA, ISO and others have created standards for lubricant viscosity and consistency that are to be used as guidelines when selecting the proper lubricant.
The best rule is to always check the original equipment manufacturer’s manual for lubricant viscosity recommendations. If the OEM makes no recommendations, the next step is to consider the operating speed, temperature and load of the application to be lubricated. Another suggestion is to contact lubricant manufacturers for recommendations; they often can provide technical support for proper fluid or grease selection.
After making a lubricating product selection, it is important to closely monitor the equipment to ensure the right choice was made. If possible, visually observe the moving parts to verify that a sufficient lubricant film is present to protect them. If not, listen for any unusual load grinding, chattering or squalling noises, which often are indications of metal-to-metal contact.
Thank you John Sander with Lubrication Engineers for this educational and informative article!
by Diana Pereda
Problem
Dirt particles as small as 5 microns can easily damage bearings and gears in equipment. Unfortunately, gearbox vents and hydraulic breather caps only prevent particles larger than 25-45 microns from being ingested into machinery from the surrounding air. As a result, those large particles are broken down into much smaller particles resulting in premature equipment damage. For example, one teaspoon of dirt in a 55 gallon drum of lubricant can create one billion particles that are 4 microns or larger in diameter in that same drum. Imagine how much damage this can cause in equipment, leading to unwanted maintenance downtime.
Additionally, these vents and caps provide no protection from moisture ingress into equipment. Water is one of primary defect sources for industrial machinery.
Solution: Install good quality desiccant breathers on your equipment
A good quality desiccant breather has a 3 micron filter as part of the design to help prevent harmful particles from being introduced into equipment. As a result, premature equipment failures, loss of capacity and unneeded maintenance expenses will largely be prevented.
Additionally, desiccant breathers provide an insight into the equipment health through how the desiccant is being spent.
It is very important to have good quality desiccant breathers installed on equipment to prevent the introduction of equipment defects and help improve your return on assets.


Desiccant Breather Assessment
- If the top of the desiccant breather is pink there is an internal moisture source from the reservoir headspace.
- If the bottom of desiccant breather turns pink first then there is an external moisture source from the outside environment.
- If the desiccant breather turns amber or brown instead of pink, then it is likely an indication of oil misting.
- If the breather has turned completely pink then the desiccant is spent and the breather is at full water saturation.
- Reservoir water content: If the breather changes quickly from blue to pink when first installed, then the breather is likely working to remove water already in the system. It may take two to three breathers to dry the headspace before the breather begins operating normally.
- Sizing: If breathers continue to spend quickly, the size may not be appropriate for the application.
Things to check if your breather is not spending at all
- Dry Environment: If the environment has been abnormally dry there may not be enough ambient moisture for the silica to adsorb.
- Breather Size: The breather may be larger than what is required for the system. Check the recommended system sizing. The breather should be changed after one year, regardless of visible condition, to renew particle filtration.
- Intake Holes: Check that the proper number of plugs have been removed. Instructions on the breather packaging indicate how many holes are needed for various air flow requirements.
Note: The actual color changes above will vary depending on the supplier of the desiccant breather. All breathers will have some type of color change indicating condition. The above colors are applicable to two well-known desiccant breather manufacturers.
Desiccant Breather Air Vent Plugs
- Some combination of air vents should always be pulled depending on the air flow in the machine. This is a common mistake when installing breathers.
- If the CFM is greater than 12-16 CFM you should pull all of the air vents from the breather.
- When selecting a breather, always select a model with a CFM rating greater than the CFM requirements of the application.
- Breathers should not be selected by the size of the tank or reservoir. Breather size is always determined by the maximum fluid movement in/out of the fluid reservoir.
- Not all equipment, for example gearboxes, may specify a CFM value. If needed you can use this rule of thumb o calculate the CFM and select the correct breather for the application:
7.5 GPM = 1 CFM.
CFM = GPM/ 7.5.
Learn more about Lubrication Best Practices and desiccant breathers from Paul Llewellyn at our Rethink Maintenance Training Roadshows
by Diana Pereda
JUNE 2019 – PUMPS AND SYSTEMS


Condition monitoring helps manage over-lubrication.
Ultrasound is a guide to precision grease replenishment in motor bearings. It is also known for its versatility for leak detection, valve assessment and electrical fault detection.
Acoustic lubrication is an integral component of ultrasound programs. Fewer than 95 percent of all roller bearings reach their full engineered life span, and lubrication is the culprit in most cases. In fact, poor lubrication practices account for as much as 40 percent of all premature bearing failures. Yet, when ultrasound is used to assess lubrication needs and schedule grease replenishment intervals, that number drops below 10 percent. What would 30 percent fewer bearing related failures mean for an organization? Download our 5-STEP Acoustic Lubrication Procedure – An effective lubrication procedure to grease bearings right
To understand the role precision lubrication plays in bearing life extension, it helps to understand basics of bearings, their lubrication mechanism and how ultrasound helps.
The insides of a bearing consist of four components. The inner and outer raceways form a path for the rolling elements to glide on a thin film of lubricant. A metal cage separates the rolling elements, keeping them evenly spaced to distribute the load and stop them from crashing into one another. These components move in concert producing frictional forces from rotational inertia, surface load, misalignment, imbalance and defects. Zero friction is impossible, but optimal levels of friction are achievable with correct installation techniques and proper amounts of lubricant. Download our Induction Heating Procedure – Bearing Mounting – A simple and safe procedure for proper bearing installation
Ultrasound works on the FIT principle—it responds well to defects that produce friction, impacting and turbulence (FIT). For motor bearings, two of these phenomena apply: friction and impacting. Ultrasound detects high-frequency signals produced when two surfaces slide together or come in contact with any force. Stage 1 bearing failures happen at the micro level. Because ultrasound ignores low-frequency audible signals, it forms the perfect companion for measuring, trending and analyzing defects despite high levels of noisy interference encountered on the factory floor.
Ultrasound detectors detect friction and impacting as acoustic energy from rolling friction and defect impulses. When lubricant levels are optimum, the energy created is at its lowest. As frictional forces increase, so does the acoustic energy. Ultrasound instruments measure friction and impacting as energy using the scaled value dBµV (decibels/microvolt). The results are presented as condition indicators, and there are four of them:
- root mean square (RMS)—an indicator of friction
- maxRMS—an indicator of stability
- peak—an indicator of impacting
- crest factor—which surmises the relationship between friction and impacts
Condition indicators are most responsible for transforming ultrasound technology from a simplistic, “point the gun and pull the trigger” gadget, to being recognized as analysis and trending technology. Condition indicators add validity to trending by going beyond the single decibel. If a user currently uses an ultrasonic gun that does not have condition indicators, they should question the data. Click here to read the entire article “Use Ultrasound to Optimize Grease Replenishment”
by Diana Pereda
Understanding the Key Components of an Effective Lubrication Program
Lubrication is often overlooked in organizations. Why it is overlooked, I am unsure. Maybe it is because it is considered to be a basic job, given to the apprentice, or it is just too simple not to do it correctly.
However, with a focus on lubrication, many failure mechanisms can be reduced and the equipment life prolonged. But implementing an effective and world-class lubrication program is not simple. It requires a dedicated focus to implement and sustain. Below is my list of what I look for when evaluating a lubrication program.


- Properly Trained Specialists – Any program worth implementing requires having staff trained properly. Depending on where the focus is, there are many different options for training and certification in machinery lubrication. The International Council for Machinery Lubrication (ICML) offers numerous certifications and levels, whether you are a technician, analyst, or lubrication engineer. Ideally, all technicians that perform lubrication activities will be trained and certified to MLT I, and those managing the program will be a minimum MLT II. Selecting the right training for your staff requires an understanding of where the program will be. Lastly, be sure to select reputable trainers in the field of lubrication.
- Proper Storage of Lubrication – A great tell-tale sign of the state of the lubrication program, is to walk through and look at the oil room. How clean is the room? Are there open containers? Are the new lubricants clearly labeled, and in sealed containers? Is old oil mixed in with new oils? Having an organized and clean storage for lubricants is vital. It is the first step to preventing cross-contamination and contamination of the oil.
- Identified Lube Points – Identified lube points is not just labeling each lube point in the field with a colored cap or tag. It may make more sense to have all of the lube points indicated on the PM procedure. The goal here is to make sure all lube points are identified, so not one is missed during the course of a lube route. The lube points also need to have the type and quantity of lubricant required (once again, this may be in the procedure or in the field).
- Avoiding Cross-Contamination – By properly labeling the lube points in the field, the chance of cross-contaminating the lubricant is reduced, but it is not eliminated. There should be dedicated containers for each type of lubricant (sealed transfer containers, grease guns, etc.). This will ensure there is no potential for cross-contaminating oils with others (as many additives are not compatible with each other).
- Preventing Contamination – Preventing contamination is critical to keeping not only the lubricant clean but the machinery as well. Preventing contamination starts with the oil room, and having desiccant breathers and filters on any drums of oil. In the field, there needs to be desiccant breathers and filters as well. Why? As the gearbox heats up and cools, the air inside expands and contracts, which pulls in external air, moisture, and anything else in the air. When it comes to greasing, it means appropriately cleaning the grease zerts and grease guns before applying grease to the equipment.
- Ensuring Clean Lubricants – Do you think that the oil coming in from the vendor is clean? It may be clean, but is it clean enough for your application? Before transferring oil from the storage container to the asset, it should be filtered to meet the needs of the asset. Use the ISO Cleanliness guidelines to help select the right cleanliness for your application.
- Oil Analysis in Place – Oil analysis should be used in two ways. The first is to understand the condition of the lubricant and make an informed decision on whether to change the lubricant or not. The oil replacement should be driven by the condition of the oil, not strictly by time. The second way it is used is to understand what is going on inside the asset by understanding wear particles, etc. The success of an Oil Analysis depends heavily on the collection and handling of the sample. Therefore, I often look for oil sample collection procedures.
- Acoustic Lubrication – This takes the time-based re-lubrication task and expands it to ensure that the equipment is neither over lubricated or under lubricated. It also provides insights into the condition of the equipment, complimenting vibration and oil analysis.
Download LUDECA’s 5-Step Acoustic Lubrication Procedure – an effective lubrication procedure to grease bearings right
- Minimal Lubricants – contamination and improves the purchasing power of the organization.
Effective lubrication takes many of the practices mentioned above and provides a governance framework to support and ensure it is executed as designed. With an effective lubrication program, the organization should see an increase in uptime, a reduction in lubrication consumption, and a reduction in the number of lubricants on site. These changes enable the organization to operate more efficiently.
Next Steps
To begin the journey to improve your lubrication program, you do not need a full assessment and massive project. Take one of the items above, learn more about it and start a pilot. Make sure to build a business case with your pilot to capture the benefits and use that as a basis to build the business case for the larger project.
Thank you James Kovacevic with Eruditio LLC for sharing this informative article with us!
by Diana Pereda
Sources of Equipment Damage: Funnels
Maintaining proper oil levels in our equipment is a critical maintenance function to keep our assets running and producing product. Adding (or topping off) oil in our assets requires a means to transfer the lubricant from a container to the machine. The means used to accomplish this task are much more critical than may be commonly understood.
What is the Common Lubrication Practice at Your Facility?
Does your facility use some type of funnel as a transfer mechanism? While funnels can make this task easier, they are not recommended because of their potential to introduce contaminants into the lubricant.
Funnels are usually stored in dirty environments in the plant and are therefore constantly exposed to dirt and dust. Even wiping off the funnel before use exposes the funnel to even more contaminants that enter into our equipment and cause damage.


As a lubricant flows through the funnel, it carries along all the dirt particles on the funnel straight into the machine. Not only large particles, but very small particles that can’t be seen with the human eye enter into the equipment and cause the most damage.
Another risk of funnels is the potential for cross-contamination between two incompatible lubricants. Many oils on the market, when mixed with another lubricant, can easily cause severe machine damage. Most funnels are not color-coded or labeled in a way that would designate them to be used only for a particular lubricant. Therefore, a number of different oils may flow through the same funnel, potentially contaminating the lubricant inside the machine and causing significant damage.
Best Lubrication Practice
A sealable and reusable (S&R) container is a “best practice” alternative to a funnel. These containers typically have a spout or pump-style lid, making it easy to transfer lubricants from the lube room to a machine in the plant. However, the main benefit of these containers is that they lower the chance of particle ingression and cross-contamination into your equipment. This prevents equipment failures, unwanted downtime and improves plant capacity.


You can learn more about Lubrication Best Practices from Paul Llewellyn at our Rethink Maintenance Training Roadshows
by Diana Pereda


Best practice lubrication requires filtering out particles to the proper ISO code for the type of machine. One way to keep your equipment lubricant clean is by installing good quality desiccant breathers. Desiccant breathers replace the standard dust cap or OEM breather cap on equipment and provide much better particulate and moisture filtration. Not all desiccant breathers offer the same amount of protection. I recently visited a facility that was using desiccant breathers on their critical equipment. Unfortunately, these breathers only provided particulate filtration down to 10 microns, allowing harmful particulate ingression directly into their critical equipment and potentially creating unwanted equipment damage and downtime. This is why desiccant breathers with specific features will protect your critical equipment from damage and unnecessary repairs: A two-stage particulate filter system that incorporates a minimum of a 3 micron particulate filter and a “sponge” to capture oil mist that is contaminated is one such. A stand pipe within the breather that protects the reservoir from desiccant in the event of something breaking the breather while in application is also a good idea.
Check out Lubrication Engineers’ full line of desiccant breathers for contamination exclusion in industrial applications or learn more about Lubrication Best Practices from Paul Llewellyn at our Rethink Maintenance Training Roadshows
by Ana Maria Delgado, CRL
Guest post by Paul Llewellyn – LUBRICATION ENGINEERS
If manually greasing a bearing typically means that the bearing will end up being over-greased because more often than not the person doing the greasing pumps new grease in until new grease comes out the other side of the bearing, and over-greasing is as bad as under-greasing, then why don’t more facilities use fully automatic or single point lubricators which can prevent this problem? Let’s take a look at some of the positives associated with automatic lubrication and SPLs.


Advantages of a Single Point Lubricator (SPL):
- Reduce work place hazards. Keep employees safe in situations where bearings are cage enclosed and a lock-out/tag-out is required to simply grease a bearing. Instead, remote mount outside of cage. Machine gets greased while in operation. Keep exhaust fans properly lubricated without the risk to personnel (annual greasing instead of monthly). Hard to access bearings can now be properly greased with a remotely mounted SPL that can be easily monitored and changed out (conveyor systems, for example).
- Precise lubricant delivery. Automatic greasing puts the right amount of grease, in the right place, at the right time, using the correct grease. This means no lube mixing and a reduction in the amount of grease purchased.
- Improved machine reliability/availability. 50% of all bearing failures are due to lubrication issues. Properly lubricated bearings last longer and increase uptime and throughput. A reliable asset is a safer asset.
- Man-hour availability. Automatic greasing and SPLs free up personnel so they can do other more productive tasks related to maintenance and reliability-centered maintenance.
- Automatic lubricators and SPLs work 24/7/365. Once installed and set correctly, these systems are never late, never sick, don’t take vacation and deliver consistent results time after time.
- Environmental benefits: Automatic systems and SPLs keep the correct amount of grease in the bearing so high moisture areas, dusty and dirty applications, higher temperature assets and other environmental conditions have less of a negative impact.
If you are trying to improve the reliability program at your facility, consider automatic lubrication and Single Point Lubricators as a simple place to start. You will see immediate benefits with improved bearing life, parts and labor reductions, less unscheduled downtime and increased production and profits.
Learn more about Lubrication Best Practices from Paul Llewellyn at our Rethink Maintenance Training Roadshows
by Ana Maria Delgado, CRL
While we’ve been using calendars and calculators to determine grease replenishment requirements in bearings for a long time, this science is wrong. Most bearings never reach their L10 engineered life, and poor lubrication practices are attributed as the primary failure cause.
Bearings fail when they are over-greased. We lubricate them too often, and we use too much grease.
Change Your Thinking.
We lubricate bearings to manage friction, but over time, grease gets old and needs replenishment. The first sign is when friction levels increase. Ultrasound performs well at sensing and measuring changing in friction levels. It’s the perfect technology to guide lube technicians during the lubrication-replenishment task.
Lubrication Solution
We want to grease bearings correctly. That means using the right grease, at the right location, following the right procedures and intervals, injecting the right amount, and receiving the right feedback when the task is done. New technologies from SDT are engineered to do just that.

The days of relying on calendars and calculators are over. Use our 5-Step Acoustic Lubrication Procedure and start greasing bearings the right way!
Download our Ultrasound Lube Technician Handbook to learn more!
by Yolanda Lopez
Guest post by Paul Llewellyn – LUBRICATION ENGINEERS
Is new oil clean oil? That is a question that can be debated, and has been, for many, many years. If the new drum that was delivered to my dock, destined for my hydraulic equipment, has never been opened, how can the oil inside it be “dirty”?


To answer that question, perhaps we need to look at a typical journey for a drum of “new” oil. Most commercial oils leave the finished lubricant manufacturing location in a bulk tanker truck destined for several local oil jobber or distributor locations. First question: How clean was the tanker truck’s tank when the oil was pumped into it? What method was used to fill the tanker? Was a hose used that had been lying around the filling area floor? How many stops were made before the tanker arrived at your supplier’s location?
Once arrived at the jobber location, the oil is off-loaded into bulk storage silos on site. Again, what was the method used to off-load the bulk oil? Is there a dedicated pump and hose for each different type of oil being off-loaded and stored, or do they flush the same pump and hose and use just one? Where and how were the pump and hose stored?
Once on site, the oil then has to be transferred into the container that you ordered. Let’s say that’s a 55-gallon drum. Has that drum been used before and is simply refurbished for reuse? How was it cleaned? What oil was in it before? Is it rusty inside? Does it contain moisture? Dirt?
And what if you ordered a small tanker delivery of say 300 gallons for the 500-gallon stationary tank at your facility? Are you the first stop of the day for the delivery driver or has he been off road on dirt and gravel to five different construction sites before showing up at your facility? Was he/she trained in contamination control best practices? Most likely, they have no training in that area.
So, it is fairly easy to see how new oil can become dirty and most likely is too dirty for use in a hydraulic system. It is best practice to take an oil sample of the new oil upon arrival. This will tell you whether the oil in the container is actually the oil you ordered and what cleanliness level the oil meets. Then, best practices dictate that you filter that oil before you put it into your expensive equipment. And use dedicated pumping equipment for that fill. Don’t pay for the cost of reliability with the consequences of unreliability!
Learn more about Lubrication Best Practices from Paul Llewellyn at our Rethink Maintenance Training Roadshows
Download Oil & Grease Storage Best Practices
by Ana Maria Delgado, CRL


- Prevent metal-to-metal contact (which creates wear particles) by using condition-based lubrication through ultrasound. Ensure the proper oil viscosity and additive package is selected and that the bearing load does not exceed its design capacity through proper installation, alignment, balancing and operation.
- Use desiccant breathers.
- Adopt an aggressive fluid management program that establishes acceptable ISO cleanliness targets for new oil by machine type. Take care to use methods of adding and sampling oil that minimize contamination ingress. These include quick connect couplers and point-of-use filtration. Install an oil recirculation system to remove particles as soon as they are created and introduced.
by Yolanda Lopez

Guest post by Paul Llewellyn – LUBRICATION ENGINEERS
As with so many things, such as dogs, all greases are not the same. There are greases that are made simply to meet the slimmest of specifications and then there are greases designed to far exceed basic performance specifications.
Greases are primarily made up of oil (70%-95% base oil) of a certain viscosity that is held (like water with a sponge) with some type of thickener, also called a soap. Next, there are additives to increase performance characteristics of the grease, such as extreme pressure additives, additives to protect protect the surface of the metal (such as rust and corrosion inhibitors), and additives to protect the grease itself, such as anti-oxidants.
Additionally, the soap, or thickener itself, will have certain desired performance features. If moisture is the primary concern, one should choose a grease where the thickener itself has good water wash out/spray off resistance capabilities (such as an aluminum complex or calcium sulfonate.) If heat is your main issue then perhaps a clay/bentone soap is the best choice. Additionally, industry has chosen a polyurea thickener for electric motor grease applications because of its stability and oxidation resistance. It is important to note that not all grease based oils or thickeners are compatible, and when mixed, can cause serious issues and ultimately lead to bearing failure.
Finally, we are our own worst enemy when it comes to handling the greases we put into the bearings. We introduce contamination with poor storage and handling practices (such as leaving the lid off the grease keg) or introducing a dirty grease pump into a new container. Be sure to take precautions when handling and applying grease to expensive bearings since unscheduled downtime is very costly. Remember, not all greases, bearing designs or operating conditions are the same: choose your grease wisely!
Download Oil & Grease Storage Best Practices
by Ana Maria Delgado, CRL


Are you adding grease to a bearing and not hearing any changes from your ultrasound equipment? If so, start wondering where the grease is going. It is a fact that if grease gets into a bearing the ultrasound decibel will either go down on a bearing that needs grease or go up on a bearing that is already over-lubricated.
Look for a blocked grease tube. Grease may be going into the windings on an electric motor. Do you see grease on the tube of the grease gun? Maybe a greaseable bearing was replaced with a sealed bearing at the motor shop after a repair. These are just some of the things you need to consider if you get no ultrasonic decibel change after injecting grease to a bearing.
Download 5-Step Acoustic Lubrication Procedure
by Yolanda Lopez
As Published by Solutions Magazine March/April 2018 issue
by Ana Maria Delgado, CRL and Shon Isenhour, CMRP CAMA CCMP, Founding Partner at Eruditio LLC


During the many root cause analysis (RCA) investigations we facilitate and coach, we notice some themes that continue to manifest themselves in the findings. Often, they are grouped under the heading of precision maintenance or lack thereof. Let’s take a look at some of them and determine if they are also killing your reliability.
The six killers are grouped into three areas: Lubrication, Misalignment, and Undiagnosed Wear.
Click here to read the full article.
by Ana Maria Delgado, CRL

Plant Engineering, celebrating its 30th anniversary of the Product of the Year award program, announced the results for the 2017 entrants. SDT’s innovative LUBExpert, an ultrasound solution designed to help grease bearings right, was awarded the GOLD medal! The award is remarkable considering the excellent company of peers in the running for Silver and Bronze.
Alex Nino of LUDECA, was on hand at the award ceremony, and looked marvelous! LUDECA is the exclusive distribution partner for SDT Ultrasound Solutions in the USA and was instrumental in architecting this recognition. Chosen from numerous submissions from around the world, Plant Engineering subscribers reviewed and voted on the finalists. LUBExpert received the most votes for this 30th anniversary Grand Award. Congratulations to LUDECA, SDT, and LUBExpert for the GOLD.
Poor greasing practices are a leading cause of bearing failure. LUBExpert is an ultrasound solution designed to precisely guide lube-techs during the lubrication replenishment process. It helps avoid over and under lubrication while instructing the technician on which grease types, grease guns, grease quantities, and replenishment intervals to use. LUBExpert’s intelligence lends confidence to the task of grease replenishment and is a true innovation for ultrasound technology.
Winning GOLD validates our decision to work with industry leaders such as SDT,” states Ana Maria Delgado, Marketing Manager at LUDECA. “The LUBExpert compliments our full line of predictive and proactive solutions. Its clever innovation supports the leadership position of all our solutions.”
About LUDECA
LUDECA is the premier provider of reliability solutions to the USA industry. Their years of experience and wealth of knowledge make it possible to offer the very best service and support to their customers. Their commitment here strengthens their reputation as the very best in our fields. SDT is delighted to be aligned with LUDECA. Our companies share the same principles, philosophies, and values.
About SDT
SDT provides ultrasound solutions that help our customers gain a better understanding about the health of their factory. We help them anticipate failures, control energy costs, and improve product quality while contributing to the overall reliability of their assets.
by Allan Rienstra - SDT Ultrasound Solutions
Bearings are a critical part of the design and function of most mechanical equipment. The majority of bearings never reach their intended design life due to improper selection, storage, and installation. Unfortunately, this results in compromised equipment operation, lost capacity, and increased costs. Do not condemn your equipment to death through improper bearing storage practices. Below are a few storage tips to help your facility ensure bearing reliability:
- Store bearings in a clean, dry, and low humidity environment (moisture from the environment, gloves, etc can result in corrosion and/or etched sections creating fatigue on the bearing.) Avoid storage near direct sunlight, air conditioners, or vents.
- Eliminate shock/vibration.
- Do not store bearings on the floor (will introduce contamination, moisture, and vibration/shock.)
- Store bearings on a pallet or shelf in an area not subjected to high humidity or either sudden or severe environmental changes.
- Store bearings flat and do not stack them (lubrication and anti-corrosion material may squeeze out.)
- Do not remove bearings from carton/crate or protective wrappings until just prior to installation in the machine (be careful of bearings in wooden crates as these could attract moisture – perhaps best to remove them from those cases.)
- Do not clean bearings with cotton or similar materials that can leave dust and/or contamination behind (use lint-free materials.)
- Do not handle bearings with dirty, oily, or moist hands.
- Do not nick or scratch bearing surfaces.
- Always lay bearings on clean, dry paper when handling.
- Keep bearings away from sources of magnetism.
- Do not remove any lubrication from a new bearing.
- Lubricant in stored bearings will deteriorate over time. The bearing manufacturer should specify shelf-life limits. These dates should be noted on the packaging and monitored to help ensure bearings are fit for use when needed.
- The following visual inspections of bearing integrity should be completed periodically and just prior to use:
- Examine packaging for indications that the bearing could have been damaged during shipment or storage. The bearing should be discarded or returned to the supplier if signs of damage are found.
- Examine the grease or oil for evidence of hardening, caking, discoloration, separation, etc. Re-lubrication for continued storage or replacement may be required.
Miss Part 1 of 2? Here it is: Has your Equipment Been Condemned to Death? Proper Lubrication
Download Bearing Storage Best Practices.
by Trent Phillips CRL CMRP - Novelis
Lubricant received from suppliers has been shown statistically to contain high levels of contamination. Improper facility storage of that lubricant allows additional particle and moisture ingress. Improper dispensing of this lubricant introduces added contamination as well. The accumulated water/moisture contamination causes the lubrication film to weaken and allows the rotating surfaces to move closer to each other during operation. The particle contamination then more easily damages gears, bearings, etc., and greatly shortens the life of your equipment. Contaminated lubricant can shorten equipment life by 75% or more.
To prevent this, ensure that lubricants are filtered and clean before entering your equipment. Store lubricants in a clean, dry, and cool (temperature controlled) environment. Don’t leave lubrication containers open and exposed to the environment. Do not allow the containers to become a catch-all for dirt and moisture.
Proper lubrication controls do not have to be expensive. In fact, some of the greatest reliability improvements can be implemented quite inexpensively. Do not introduce equipment defects and condemn your equipment to death through improper lubrication practices and other poor maintenance practices.
Download Oil & Grease Storage Best Practices.
by Trent Phillips CRL CMRP - Novelis
Bearings produce less friction when they are properly lubricated. But how do we know?
- How can you be confident that friction forces are where they should be?
- How can you confidently apply just the right amount of grease to return friction levels to normal?
- How can you distinguish between a bearing that needs grease and a bearing that is failing?
How does Ultrasound help?
Using an ultrasound measurement tool with digital decibel metering is a proven method for:
- Establishing a historical baseline for friction levels
- Monitoring changes in friction levels at regular intervals
- Triggering alarms when friction levels elevate
- Evaluating data to differentiate failure from friction
Our ultrasound solutions are designed for budget-minded inspectors. However, attention to detail, robustness, and quality have not been sacrificed at the expense of low prices. Equipped with needle and threaded contact sensors, acoustic lube adapter, and multi-surface magnet, our SDT systems answer the basic needs of lubricators. The non-contact temperature sensor can be used for additional control of bearing condition prior to and after lubrication.
Download our Ultrasound Lubrication Technician Handbook.
by Allan Rienstra - SDT Ultrasound Solutions